
 :
: : same here, I see it called that a lot in the automotive industry...(ie. magnafluxing heads and blocks for cracks)
The one gets gets me is when someone here at work knows that I UT all of our CJPs, yet when they finish welding, they call me over to say that they are ready for me to X-ray.
Go ahead tito let it all out....LOL!
Nice pics Fran! Thanks for sharing.
Fran,
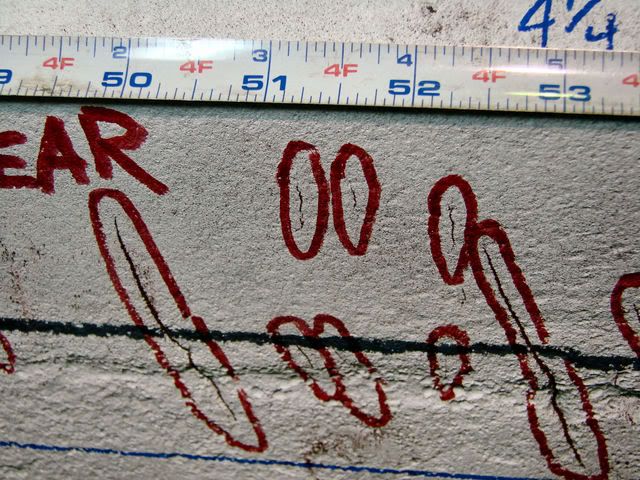
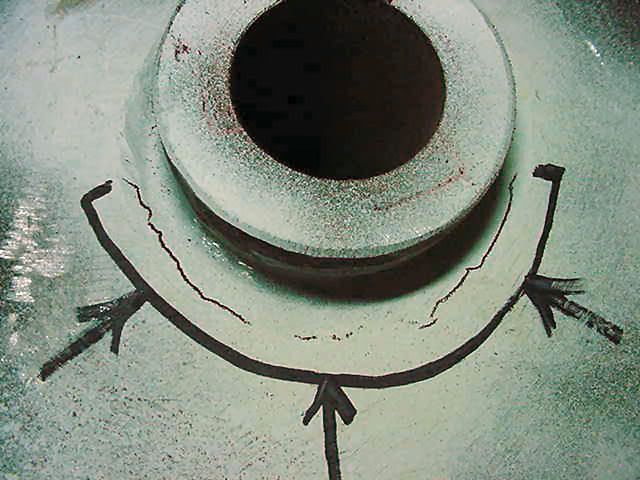
Nice pics 3rdeye, thanks for sharing....the contrasting color paint is very noticeable in your pics.... :-)
Hi Shane,
: same here, I see it called that a lot in the automotive industry...(ie. magnafluxing heads and blocks for cracks)
The one gets gets me is when someone here at work knows that I UT all of our CJPs, yet when they finish welding, they call me over to say that they are ready for me to X-ray.
Go ahead tito let it all out....LOL!
Nice pics Fran! Thanks for sharing.
Fran,
Nice pics 3rdeye, thanks for sharing....the contrasting color paint is very noticeable in your pics.... :-)
Hi Shane,Powered by mwForum 2.29.2 © 1999-2013 Markus Wichitill




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}