As you may know, I ask alot of questions in this forum and all of your answers have helped me greatly in my field of work. For that,I thank you. Now for my question, recently, my company has had a problem with trackweld leaks on only one certain part that we weld up(I'll try to draw something so you'll know what I am talking about.) This part is welded "twice" and on the second run, a series of pinholes will form usually on the last half of the weld. The engineers(none of them know anything about welding or metallurgy) spent a whole three days trying to figure out the problem. They found that the gas pressure from one gun was 26lbs and the other 35lbs. So they replaced the liners, gun, regulator, etc. to see if the leaks stop. I do not know if they did stop, but I noticed something about the pinholes when I went to fix the leaks. They weren't "porosity" holes like from water or a lack of gas, but more like "worming" holes that seem to stretch for inches at a time. Now (finally) for my first question, do you think that this could be caused by the base metal getting too hot or the weld too hot? Now I thought of this and told our plant manager that we should try .045 metal core wire vs the .045 solid wire that we use. He said that the engineers(knows as much as I told you still) tried a 1/4 to 3/8 fillet joint and cut it with a vert. bandsaw and reveiled a strip of black at the root of the weld joint where, apparently, it didn't fuse. Now I know that they did something wrong during the process to make that black strip. I just don't know what. Could you try to give me an idea what could cause the black in the root?
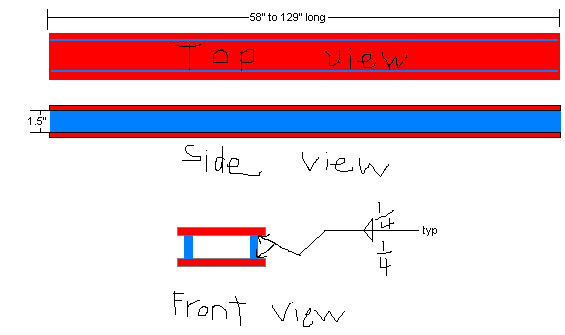
P.S. Attached is the weld joint I am talking about
I don't remenber if here or in "shop talk", but there is a thread called "Worm Holes & Chicken Tracks" that might interest You, it was active a few months ago.
Hi K-LandM Rad,
What do you mean when you say you weld them twice, do they go the the machine shop and get machined and come back for the final weld.
LandM Rad, solid wire is not easy to get penetration on a fillet weld. I would much prefer to use .045 metal cored wire.
I find it works well with 90% ar + 10% co2. Instead of pulling the gun, use the push method instead. I submitted a post earlier giving all parameters that i use for MCAW.
Good luck.
the welders travel speed may be to fast to shield the root pass.also keep in mind ,penetration is not required but a plus on fillets
This sounds similar to worm tracking in flux core wires, which is usually caused by absorbtion of hydrgen into the flux, but I have never seen it with solid wires. More than likely the pin holes are being caused by some kind of contamination. Give the specifics, what gas, wire trade name, amperages, voltages, base material and joint cleaning procedures if any. Check the gun conections at the feeder to make sure no gas is being lost at the power pin connection. If all the parameters are what they should be, the base material is clean the I would probalby try a different wire. Not necessarily a metal core, but try a different spool of the same trade name wire or a different manufacturers wire of the same AWS classification. Just because the wires may have the same classification does not mean they weld the same. Maybe even move the suspect spool to a new joint and see if the problem follows.
The lack of fusion problem is most likely a parametere or technique issue. .045 solid wire will readily penetrate a fillet joint as long as correct parameters and techniques are used and the base material thickness is not beyond the capabilities of the wire. It sounds to me like there is not enough amperage being used and/or the operator may be using too much push angle on the gun. How thick is the material?

I agree with the above that i have also never seen worm tracking in a solid wire. I've seen what looks like wrinkles in the surface from the puddle been way to hot and as you travel ahead your losing shielding coverage before the weld solidifies totally. You say this is happening twards the end of the weld on the second pass. I noticed in your drawing that you have 2 welds side by side. Is this issue happening more on the 2nd weld to be made meaning do you weld one side and jump over and do the other one and then you get this worming condition on the 2nd weld more then on both? If so i'd say it's cause everything is getting way too hot by the end of the 2nd weld or even the end of both welds if your getting it in both of them. There is a reason it's only happening twards the end everytime. Give us all the goodies on your process like said above and i'm sure somone in here will get ya lined out.

 Forum
Forum




{kind=link}