Hello abrahamx, did you mean to say 3G? Generally the weld position for a vertical groove weld is called out as a 3G. I am going to make the assumption that you are preparing for the unlimited plate test using 1" plate. For starters, pay close attention to how you prepare your plates, correct face angle, in this case I believe it is 22.5 degrees a side for a 45 degree included angle. Also carefully grind the face of the bevel as well as the mill scale back from the beveled edges front and back, this will prevent problems with undercut when making the cap welds on the face and will also ensure a sound tie-in at the root. Try not to disturb the knife-edge of the bevels, this will help to prevent trapping slag at the root where it ties the two plates together to the backing strip. Set the root gap to 1/4" and keep it tight to the backing bar, try to be pretty precise with this setting, getting it too narrow will have an effect on how easily the root will be to put in, getting it too wide will only increase the amount of filler metal required to make the completed weld, getting it narrow at one end and open at the other will complicate how easily you can evenly fill the joint.
As to the welding, there are endless personal preferences for how to proceed with filling the groove, most likely these preferences will need to be tried and adapted to fit your own comfort zone and develop a style that suits you. Some like to fill and cap with stringers, this is my preferred method, others like to fill with a combination of stringers and weaves, you will need to pay attention to the WPS that you will be welding to and the instructions that you are given to determine which approach you take. While practicing I believe I would explore a number of different approaches, thus depending on where you end up going you won't have any surprises when you are instructed to make a weld in a manner which you aren't familiar with. Try to get used to using both 1/8" and 5/32" diameter rods, in some cases this test might be given using 1/8" for the root pass and 5/32" for the fill and cap, others might require 1/8" for all of the welding, versatility will get you everywhere. When you are determining the amperage settings to run at, consider that too cold of a setting will generally prevent the puddle from spreading out and cause it to hump in the middle, too hot of a setting will cause undercutting on the edges and also cause the metal to congregate in the middle of the bead instead of spreading as it should, a point somewhere in between these two will usually yield the "sweet spot", that is, the setting when everything flows and blends as it should. It is sometimes easy for someone starting out to mistake too cold for too hot and vicesa-versa. Start some of your practicing on vertical T's and intentially run the bead with the amperage setting cold and then go the other way and run it hotter than normally suggested, this will help you to recognize problems before they might occur when it really counts. I'm sure others will chime in here with other suggestions to make your road a little easier to follow. Good luck on your efforts. Best regards, aevald
thanks for the replies so far. Yes I meant 3G, dont know what I was thinking. Also the test is with 3/8 plate using 3/32 or 1/8 in electrodes and stipulates that I weave all 4 passes. Thanks again and any help appreciated. Again, I'm not to worried about it but would like as much info as I can gather. Nothing like learning from the vetrans.
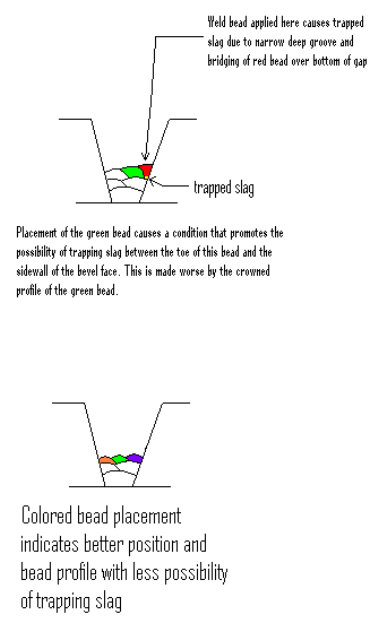
Hello again abrahamx, I'm experimenting here just a bit so bear with me. Jsdwelder had some really good information to consider regarding weld profile and not ending up with center-humped beads so as to avoid trapping slag on the edges of the beads while applying subsequent weld passes. So I'm going to try to attach a sketch to hopefull explain some of this more fully.
I hope the best for your test. Make sure you have enough root opening to manipulate the rod. I would go with 3/16" to 1/4" . And again as mention by some already, bead placement is important. Here is a sketch I had made sometime in the past.
The advantage of 3/32" is the ability to get into a little tighter area and easier to weld with. The 1/8"s go farther, use more amperage. I have always used 1/8" only. 3/32" on smaller pipe. With the 3's you will have starts and stops within your plate. Keep the ARC tights. When manipulating the rod, spend more time on the sides, then fast across the middle.

 Forum
Forum



{kind=link}