Hello sk8brbd110, consider a few things about a multi-pass fillet weld, the first pass in this scenario generally requires slightly more filler metal than any subsequent passes. If you consider the end view of this weld joint the first pass is a true triangle, the rest are portions of a triangle. Your fit can also have a lot to do with the ability to make this weld successfully, if it's nice and tight the first pass won't be sucked into the gap and will fill more readily. If you have a gap this will cause two things to happen, it will likely require you to travel more slowly to fill the weld joint and it will also cause the joint to require more filler metal because the amount required to reach the upper edge of the top plate has been increased because it is now more than "3/8" thick". For the 3/8" lap I tend to favor the 3-pass scenario, a 2-pass weld can cause root issues or upper edge issues depending on how you apply it. You also need to pay attention to your voltage and wire speed as well as how dilligently you weld your lap joint. If you are welding on small pieces and don't have a lot of material to act as a heat sink you can over-heat the metal fairly quickly. If need be set-up a couple of weld samples and alternate to help minimize heat build-up. I could make some suggestions for machine settings, however they wouldn't likely be that much help, instead I would suggest that you set your machine so that you can lay down flat stringer beads 3/8" to 7/16" wide in a smooth manner with a crown of around 1/8" to 3/32", a setting like this should work for the laps as well. For your first bead try a 45 degree gun angle and a trailing angle of around 5 to 10 degrees and point the wire at the corner of the joint or just slightly out from it, the travel speed should be such that you have aproximately 1/8" from the top of the first bead to the top corner of the upper plate. For the second bead use the same trailing angle and use a 50 degree gun angle and point the wire just slightly above the toe of the first bead, try to travel so that you end up leaving approximately 1/8" between the top of the first weld bead and the top of the second weld bead. For the third bead, use a 40 degree gun angle with the same 5 to 10 degree trailing angle and point the wire between the top of the first bead and the top of the second bead, travel at a speed that will just consume the top edge of the upper plate, This last pass might be done with a slightly greater travel speed than either of the two previous beads. Other than these suggestions, you will need to experiment and practice, as well as keeping your mind open to other suggestions. It's always way easier to show someone than to try to verbally explain something. When you do try different things, limit your changes to one item at a time, it generally works best that way. Best regards, Allan
 By Lawrence
By Lawrence  Date
Date 02-10-2009 15:52
Edited 02-10-2009 15:56
Allan covered it pretty well,
Keep in mind that when setting WFS and Voltage with FCAW you should take the time to get the specific manufacturers recommended settings... . With FCAW there can be a pretty significant difference in the sweet spot even between two electrodes classified as E71T-1. For Example there is a significant difference between the recommended voltages for .045 FCAW electrodes for ESAB and Lincoln E71T-1... Also note that some E71T-1 electrodes may be run with 100% C02 or with an argon rich mix, usually 75/25. The voltage ranges will differ slightly with each gas.. And with FCAW, especially when welding out of position, a 1 volt variation can be the difference betwen an acceptable weld and a puddle you can't quite control.
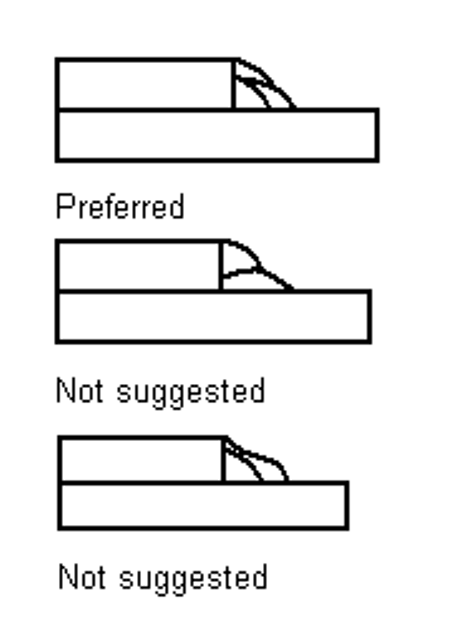
Next... Allan assumed you were running stringers, and I hope you are, but you diddn't really make it clear... Remember if you are making 2F (horizontal welds) you will run into all kinds of trouble if you try to layer weave beads. They will sag on the bottom and undercut at the top.
Hello again sk8brb110, as Lawrence mentioned referring to bead placements, there is a recommended manner to apply multi-pass fillets. I have included an example to explain this a little bit better. Best regards, Allan



{kind=link}