The scenario I usually am accustomed to is ... The first run of socket welds will be RT'd (elliptical shots) to verify the fitters have used proper spacing or inserted the Gap-O-Lets. Project I was on a couple of years back "shot" 200 sockets right off the bat (fired one fitter) and to my knowledge never shot any more after that. This is what I call compliance through intimmidation. Can a fitter or two, chew out some foremen in the weelly production meeting, and the rest of the troops fall right into line.
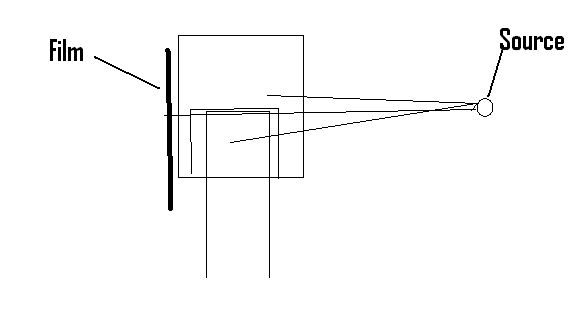
Thankyou Superflux. Would it be possible for you to insert a photo or drawing showing where the Xray probe and the Xray film are positioned in a socket weld to take an Xray image? If not, would you explain it to me? Thankyou
Giovanni S. Crisi
Hello Giovanni,
Film and source are placed as if you are doing a superimposed shot on small bore piping.
Generally the shot is taken at 90 degrees to the vertical pipe, if it is not at 90 degrees it can distort the actual size of the gap shown on the film.
Some project specifications require an RT shot to be taken of the socket to show a gap after welding. (We did about 500 on my last project.)
Unfortunately the code (B31.3) only specifies a gap (1.6 mm) prior to welding. You could have the required gap prior to welding, the weld contracts and closes the gap and then it is called a failure after RT.
It can create huge headaches because porosity and LOF can sometimes be found (and therefore is reported on the RT report) that would not have been noticed if just the required MT/PT was performed.
Hope that helps,
Shane
 By paul prill
By paul prill  Date
Date 10-02-2009 12:37
Edited 10-02-2009 12:44
This is very good information, I have to settle this argument all the time, many times the engineer of record specify in the contract documents that Rt socket welds is required on B31.1 work. your explaination will help considerably.
thanks for the info.
It is very much possible. It's also more common than most realize. Several U.S. Military specs require it, as does several civilian codes.
What makes it difficult is the Thickness transition. You have to use a film with a wide latitude to get the shot into code. The upper section of the fillet will be thicker, the bottom thinner. The next consideration is the Image Quality Indicator, the varying thicknesses will mean an inherent change in the transmitted density film side and given most codes and specs follow the ASME -15% +30% density variation from next to the required hole, or next to the required wire.
All the difficulties aside, it is possible to get a code/legal/acceptable shot with proper technique and film choice.
Hi Gerald,
Based on Raptors initial post I thought by "spacing" he was meaning verifying the gap, not examining the quality or acceptance of the fillet weld.
Regards,
Shane
Hi Shane,
That was in fact what He was asking in the initial post. You and others had more than efficiently answered his post.
Prof. Crisi asked a different question.
"As far as I know, but I may be wrong, it's not possible to carry on radiographic tests on socket welds. Am I right?"
It was that question that I was addressing as He did not specify an particular criteria, just 'test'.
Regards,
Gerald
So the answer to the original post is no, the answer to Giovanni's is yes.
By Joey  Date
Date 10-02-2009 15:48
Edited 10-02-2009 15:52
My bet is both "NO"
1. No, not mentioned
2. No, it's possible
Edit: Reread the initial post. It's No to the original post, and yes to Prof. Crisi.
We have performed RT on socket welds for years and have identified some problems as a result. It is not a requirement of B31.3 and B31.3 does not address the gap after welding, we have found cases of excessive gap. Our Engineering Department has decided the gap should be between 1.6 and 3.0 mm after welding. Excessive gap can weaken a joint so is just as critical. I think it is a good practice to at least do it on a representative sample of socket welds, particularly in high vibration areas.
It's not a code exam so sensitivity and density are not critical.
I did some investigating and found that the customer had a spec that was not addressed by the engineers, they called for 1.6mm to 6.0mm after welding. As for doing the RT they do not require it to be a code shot since it is going to the companies general practices, but an 18'' sfd with D7 came out great.
Prof Crisi,
The answer to your question is "NO" because radiographic test can be used on socket welds. The shooting technique mentioned by Shane can be used.
I worked as radiographer before and had RT'd many of these socket welds when I was assigned at ExxonMobil.
You may want to refer to B31.3 Table 341.3.2 Acceptance Criteria for Welds and Examination Methods for Evaluating Weld Imperfections. Radiography stated as one of examination method for Fillet [Note (4)].
Refer to Notes : (4) Fillet weld includes socket and seal welds, and attachment welds for slip-on flanges, branch reinforcement, and supports.
Regards
Joey
I agree, and good job with the chart reference, Joey. I think with RT, as well as VT and perhaps PT -topped off with a good old fashioned hydro ;-)...- a socket weld can be sufficiently examined. It can and is used every day.




{kind=link}