eekpod, that would be a hard sale. To try to replace an existing recognized standard method with a developed method would be tough. There are those that would argue this both ways as to the reliability and unreliability of the test. A conventional contact shear wave setup is all that is needed for equipment, however a test standard would be needed for each thickness of the material to test. Usually this incorporates a side drilled hole at a particular depth which brings up the question of just how much penetration is acceptable. Then you are getting into a calibration procedure, approval etc. As you pointed out, there is the experience factor of the operator? Sometimes it is just not cost effective to develope a new technique. MR
Mroach,
I agree w/ you that it would be alot of work and a tough sell to get approved, but the original post asked if there was any other way to do it other than cut and etch.
eekpod, It would depend on whether you are looking for information or verification. The acid etch test verifies the production welding process. I tend to lean towards the unreliable side of the UT discussion simply because I have been down this road before.
You can develope an alternate procedure for almost anything but it must be repeatable by almost anyone who follows the procedure correctly or it really can not be considered a "standard". I have often had to make up some way of pulling things off but if I was the only one that could do it or understood it then that was the limit of it's applicability. If you spend the time to get it right you may have the next big process. Good luck with that John B
Side drilled holes are not going to prove anything. they are omnidirectional, doesn't matter which direction they get hit from, they are going to reflect.
If you want to proof a technique, your going to need flat bottomed holes drilled a specific angles.

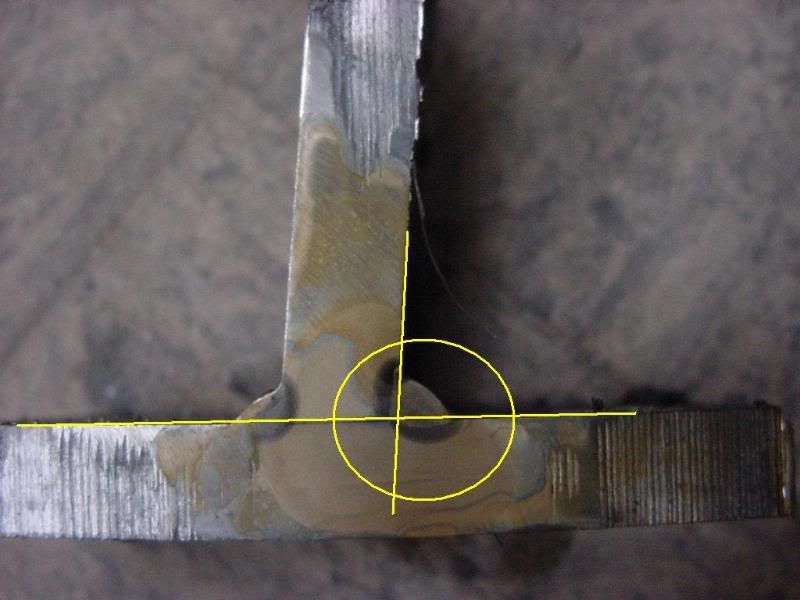
 That is pretty much the standard method of verifying that penetration is to the root of a fillet weld. To capture this for record purposes, you can use a digital camera with a good macro and take a picture with a date stamp.
That is pretty much the standard method of verifying that penetration is to the root of a fillet weld. To capture this for record purposes, you can use a digital camera with a good macro and take a picture with a date stamp.
 Forum
Forum



