
 Hopefully this should be a real easy one to answer. The sketch is of a 5/8" O.D. .035" wall copper tube brazed to a carbon steel boss. My question is about the thickness that would need to be qualified in a PQR to be able to braze this setup in production. In QB-451 the max thickness qualified is always 2T so what thickness am I looking at qualifying for this boss. Is there a rule of thumb that for situations like these do you always go with the length of overlap as the max thickness that would need to be qualified? So in this case the length of overlap is .5" Can I qualify a piece of .035" to a piece that's .25" thick to get me to .5" thickness? Or do I need to look at it the other way in that I have 1" thick one way and over 4 inches the other way? Thanks and let me know if you need some more clarification.
Hopefully this should be a real easy one to answer. The sketch is of a 5/8" O.D. .035" wall copper tube brazed to a carbon steel boss. My question is about the thickness that would need to be qualified in a PQR to be able to braze this setup in production. In QB-451 the max thickness qualified is always 2T so what thickness am I looking at qualifying for this boss. Is there a rule of thumb that for situations like these do you always go with the length of overlap as the max thickness that would need to be qualified? So in this case the length of overlap is .5" Can I qualify a piece of .035" to a piece that's .25" thick to get me to .5" thickness? Or do I need to look at it the other way in that I have 1" thick one way and over 4 inches the other way? Thanks and let me know if you need some more clarification.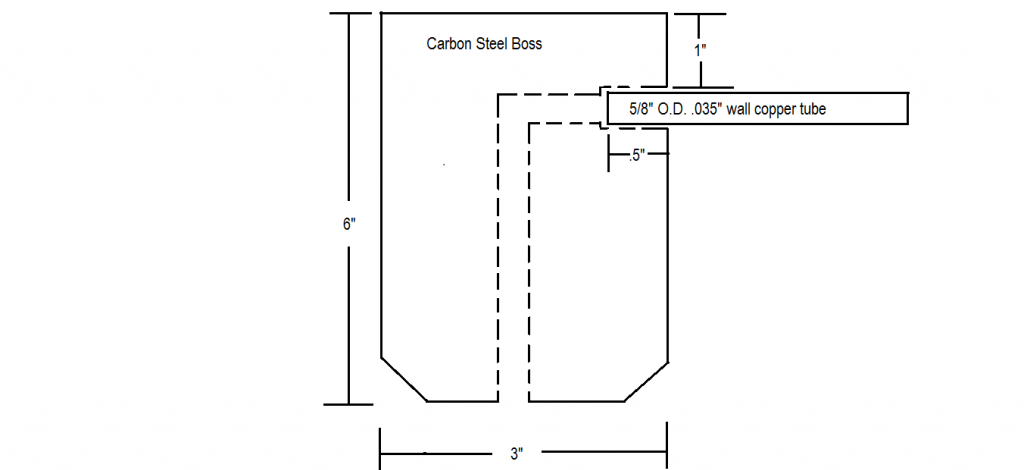
 Yeah, I'm baffled as well. That's why I was looking to put some of the forums eyes on this matter to see what everyones thoughts were. If this were a tube going into a header I would jsut use the wall thickness of the pipe the tube was going into as the other thickness to be qualified. I need something to get to a range of unlimited thickness, but there is nothing I can find in Sec IX.
Yeah, I'm baffled as well. That's why I was looking to put some of the forums eyes on this matter to see what everyones thoughts were. If this were a tube going into a header I would jsut use the wall thickness of the pipe the tube was going into as the other thickness to be qualified. I need something to get to a range of unlimited thickness, but there is nothing I can find in Sec IX.
Powered by mwForum 2.29.2 © 1999-2013 Markus Wichitill



