Paint will adversely effect the sensitivity.
 By Jim Hughes
By Jim Hughes  Date
Date 01-29-2014 14:09
Edited 01-30-2014 12:35
Tim,
most MT procedures that I have worked under require the material to be clean of foreign material including paint. Prior to magnetic particle examination, the surface to be examined and all adjacent areas within at least 1 inch shall be dry and free of all dirt, grease, lint, scale, welding flux and spatter, oil, or other extraneous matter that could interfere with the examination. This is typically what we address in our procedures.
Hope that helps.
Jim
The following is from ASTM E-709
9. Part Preparation
9.1 General—The surface of the part to be examined should
be essentially clean, dry, and free of contaminants such as dirt,
oil, grease, loose rust, loose mill sand, loose mill scale, lint,
thick paint, welding flux/slag, and weld splatter that might
restrict particle movement. See 15.1.2 about applying dry
particles to a damp/wet surface. When testing a local area, such
as a weld, the areas adjacent to the surface to be examined, as
agreed by the contracting parties, must also be cleaned to the
extent necessary to permit detection of indications.
9.1.1 Nonconductive Coatings—Thin nonconductive coatings,
such as paint in the order of 0.02 to 0.05 mm (1 or 2 mil)
will not normally interfere with the formation of indications,
but they must be removed at all points where electrical contact
is to be made for direct magnetization. Indirect magnetization
does not require electrical contact with the part/piece. See
Section 12.2. If a nonconducting coating/plating is left on the
area to be examined that has a thickness greater than 0.05 mm
(2 mil), it must be demonstrated that discontinuities can be
Have a Great Day, Brent
No mention that all the paint has to be removed if indirect magnetization is used.
Al
I had just read this as both Darrell and I are prepping (he actually just got his MT yesterday) for MT level II.
Don't know much else, would have to go back and read it. Mainly was wondering if the 2 mil thickness was what you stated as 12 mil was in your mind?
Have a Great Day, Brent
I read the article many, many years ago. That's why I said, "don't quote me." I remember the number 12 mils, it may have been the thickness at which the flux leakage is reduced to the point where meaningful indications are no longer formed. That being said, there are so many variables involved, I doubt there is any one finite number that works in all cases. A coil shot is a good example. The test piece can be positioned at the center of the coil or it can be placed against the ID of the coil. The field strength varies accordingly. However, as the coating thickness increases, there is less likelihood an indication will form because the flux leakage field has little driving force to cause it to leak to the surface, hence a weak or no indication may form.
Best regards - Al
It depends.
Is the item being tested new construction covered by the welding standard or in-service inspection where the construction may not apply (i.e., ASME code sections).
It depends on whether prods, a yoke, or a coil is used.
It also depends on whether wet particles or dry particles are used.
It also depends on whether fluorescence wet particles or non-fluorescing magnetic particles are used.
It also depends on the level of sensitivity required.
If prods are used, i.e., direct magnetism, the prods must make intimate contact with the base metal to ensure good electrical contact is made. If this is the case, the paint or other nonconductive coating must be removed from any surfaces where the prods will make electrical contact with the surface of the base metal.
If a yoke or a coil is used (indirect magnetism), direct contact is not required. However, the thicker the coating or the further away from the test surface the yoke or coil is positioned, the weaker the flux density induced into the part being tested.
The deciding factor is whether necessary flux density and flux leakage is strong enough to form an indication.
There is a paint product sold to improve contrast when testing with non-fluorescing dry magnetic particles. I typical apply a coating of dry developer from my solvent removable penetrant test kit when photographing a discontinuity. I have yet to notice a loss of sensitivity. If anything, the improved contrast increases the chance the discontinuity will be seen.
I have read studies where the paint coating has to be a certain thickness before dry magnetic particles lose the ability to detect discontinuities that are large enough to be categorized as defects. Don't quote me, but 12 mils seems to ring a bell.
In the case of new construction, most welding standards state that the visual examination and NDT is to be preformed before coatings are applied. However, the same requirements do not necessarily apply to in-service inspections. In those cases where the fabricator has applied the coating before VT is performed, the Engineer will often permit MT to be used to verify the presence of cracks and overlap.
A simple experiment you can try is to make a magnetograph. Take a yoke and lay a piece of paper over it. Energize the yoke and apply dry magnetic particles to the surface of the paper and you can see the lines of flux formed. The magnetic field passes through the air and through the paper to form the magnetic particle indications.
Take two bar magnets and place the North and South poles together. The interface between the poles represent a crack. Lay a piece of paper over the magnets and again, apply the dry magnetic particles to the surface of the paper. Indications will form at the interface between the poles, at each poles (North and South), and along the line of flux passing through air.
Think for a moment of a subsurface discontinuity in a ferromagnetic base metal. If the discontinuity is near surface, an indication can form provided the flux density is sufficient to produce a flux leakage. That is if enough lines of flux are diverted to and breaking the surface of the metal is strong enough, an indication is formed. The strength of the flux leakage is dependent on the permeability of the base metal, the strength of the magnetizing field, the depth of the discontinuity, and the size of the discontinuity. The thickness of the metal above the discontinuity can be thought of as a ferromagnetic "coating." As a matter of fact, a nonconductive, nonmagnetic coating will produce a stronger indication than the ferrous metal separating the discontinuity and the surface of the base metal. The ferromagnetic material above the subsurface discontinuity "conducts" the lines of magnetic flux so they tend not to break the surface of the ferromagnetic material being tested, thus no indication or a weak indication may form.
The "strongest" indication may well form when the surface of the metal is clean, uncoated, and no mill scale is present. However, contrast also plays an important function when performing magnetic particle tests. There are times when paint is present. The report should make note of the surface conditions encountered. The Owner/Engine can then make a decision that the test provided the information sought or additional testing is required after the surfaces are better prepared for testing.
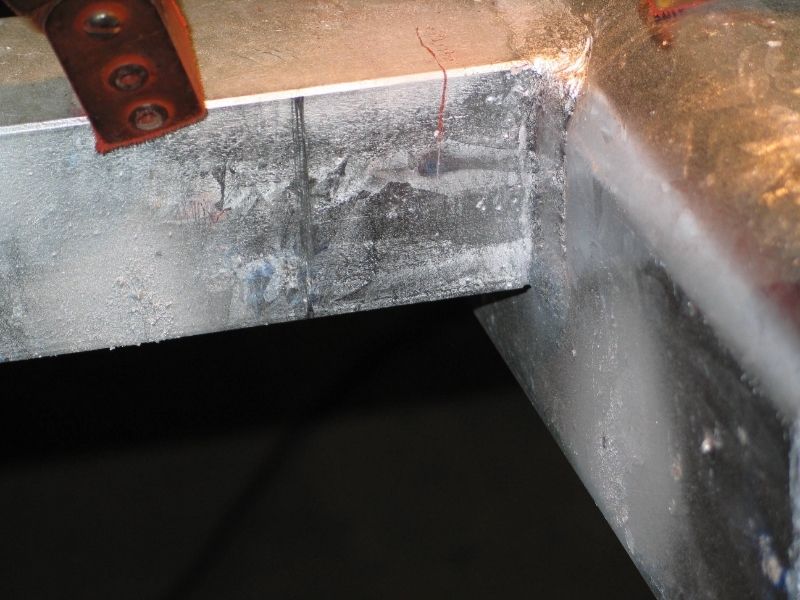
To say one cannot perform MT if the steel is painted is ignoring the fact that it is done everyday quite successfully. The attached photo is a magnetic particle indications on hot dipped galvanized steel. I don't believe anyone can make a reasonable argument the indication is an aberration. HDG: nonmagnetic coating, thickness - variable.
Best regards - Al
")
I have been doing repair work on equipment were the crack was obvious and through the grinding process magnetized the iron fillings. The rest of the cracks showed up like a chia pet and the paint was fine. Have also seen it through a layer of oily crud. Actually would direct my sparks toward where I thought there might be a problem, and decide if I needed to bust out the carbon. If I were doing an official inspection, I would want everything clean as can be.

 Al, I have been in situations where there were visible cracks in HDG peices and MT verified the extent of the cracking for the shop to gouge and reweld....yes, it does work through coatings.
Al, I have been in situations where there were visible cracks in HDG peices and MT verified the extent of the cracking for the shop to gouge and reweld....yes, it does work through coatings.