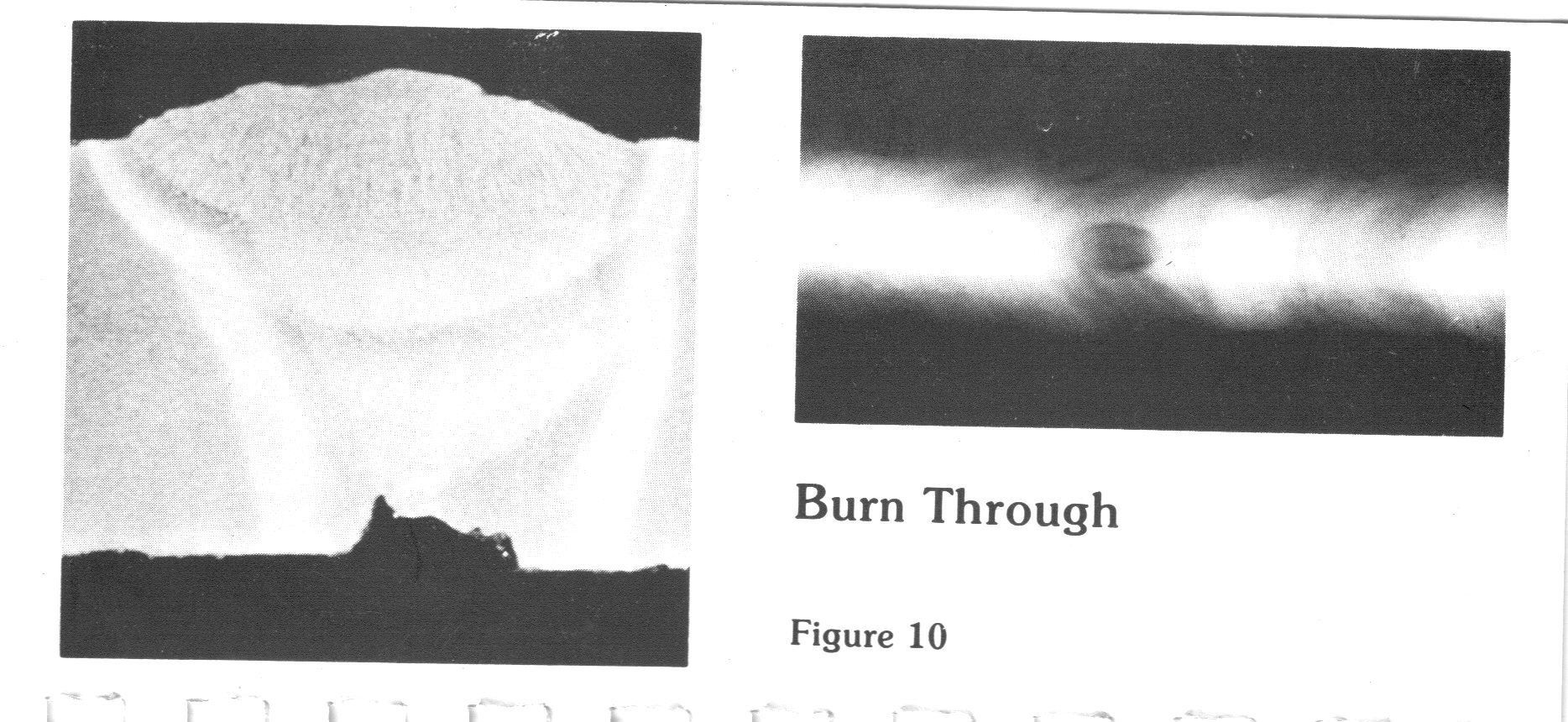
In addition to the photos provided by
jarsanb, I've attached another below that shows an actual cross section view of a burn through instead of a sketch. 9.3.7.1 is a little deceiving as it relates to the cause of a burn through. The molten puddle of the root pass is blown into the pipe leaving a hole or "window". And excessive penetration is sometimes occurring prior to the formation of a burn through, but it does not always have to be present. An improper gap (too wide), rod angle or machine setting can also cause a burn through. I have seen pipeline root pass welders running straight polarity (electrode negative) and the penetration is so shallow it's easy for the keyhole to just blow out, causing a burn through. They might leave several burn through areas for the hot pass welders to deal with. As
jarsanb mentioned, a repair in this area may lead to a concavity (suck back or suck up). One difference between a burn through and a concavity is that a concavity is still fused at the sides and the puddle is drawn back below the inside surface of the pipe, a burn through is a more violent condition.
Regarding dimension, radiographs are two-dimensional only, length and width. Depth (height) can only be estimated based on the density of the indication compared to the density of the adjacent pipe. So the Code considers measurements in either direction as ground for acceptance or rejection.