Please help me settle an interpretation issue.
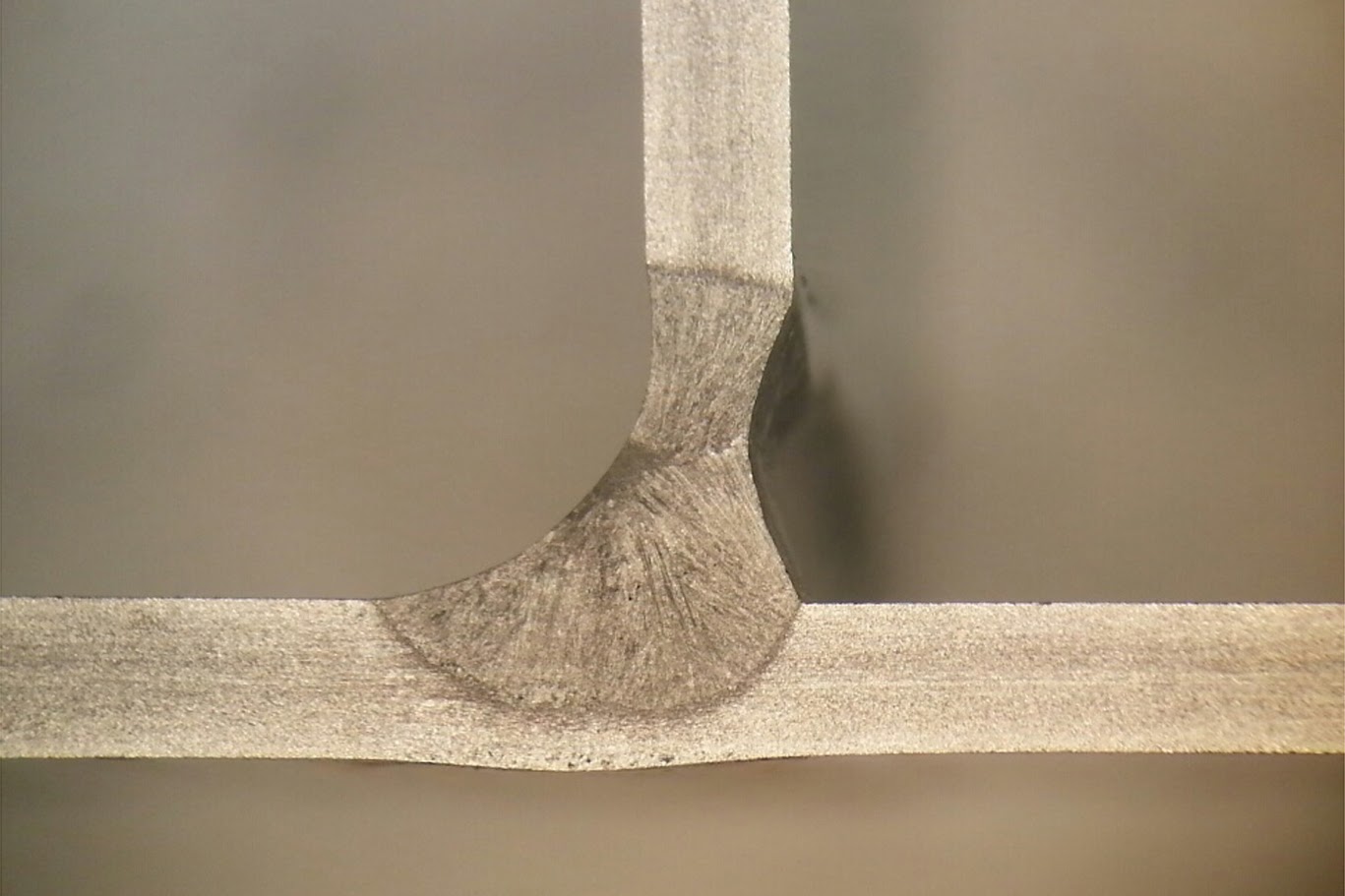
So in this fillet cross section the effective thickness of the joint has been reduced to ~ 75% the thickness of the vertical member due to melting on the back side of the plate. This obviously cannot be good, however, D17.1 and referencing AWS 3.0 does not specifically deal with this type condition. Many would call it suck-back (though a non-standard term for underfill), however, underfill, technically is limited to groove welds. Undercut seams to be the most obvious, but once again, the callout only applies to the toe of the weld face, or root, but the location of this indication is not technically at the root of the joint as defined for fillet welds.
I would think one might make an argument that since fusion had occurred completely through the sheet member that the root of the weld in now on the back side of the coupon-making it a form of undercut. However, when someone wants something to pass, technicalities are usually the first place they look for loopholes. Any comments would be very welcome.
Thank you

 Forum
Forum


