I am in the process of making some alternative form layouts for prequalified WPS's for D1.1 use. I think the form as it is now could be revised to more clearly represent the data required for a prequalified WPS. I feel that a form specifically designed for prequalified WPS's and a specific process could better aid the user in (1) Complying with the requirements of the code and (2) Conveying the information more clearly to the end user of the form (welder, inspector, engineer etc).
I have a page with a webform with some yes/no type questions and sample forms . The page is at
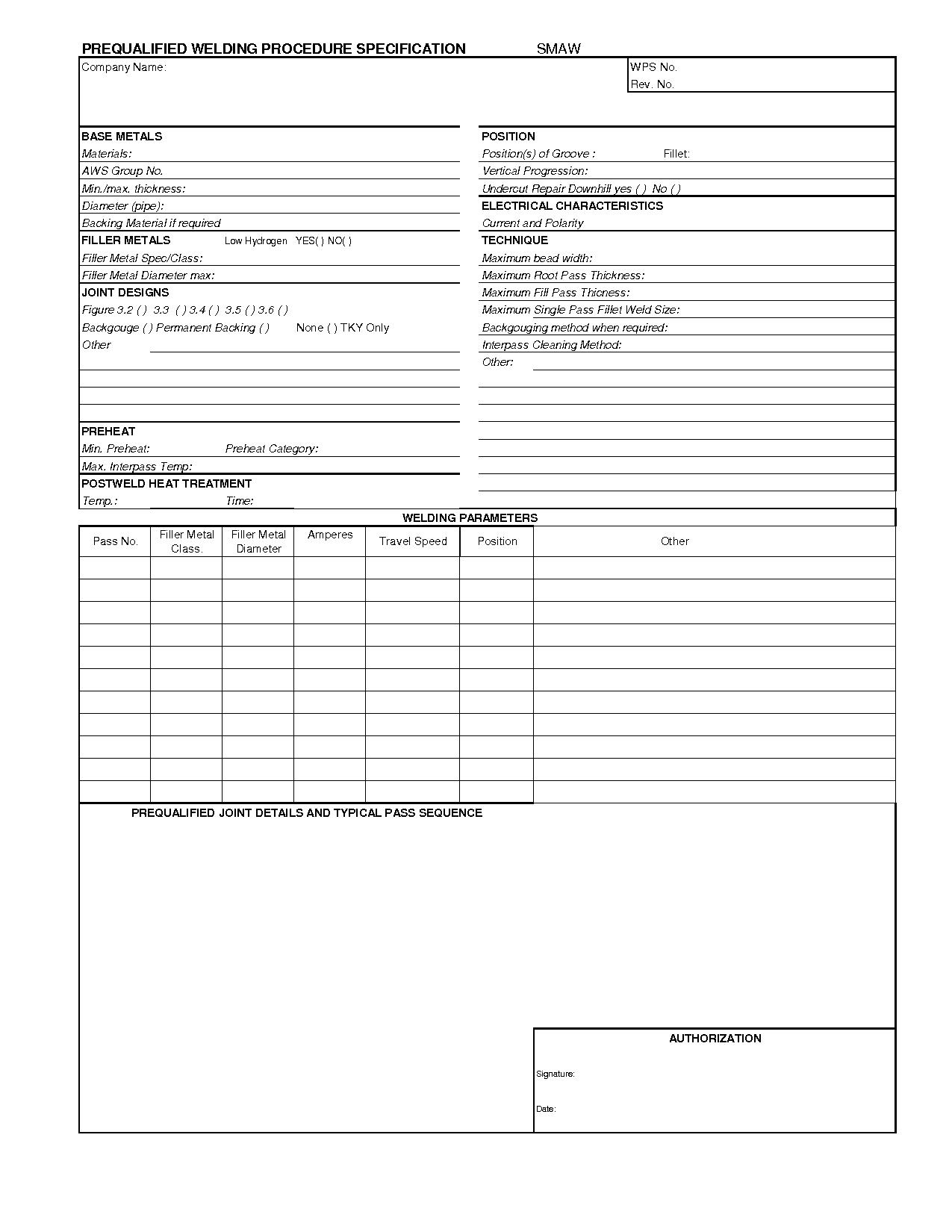
http://weldingdata.com/WPSFormChanges.htm if you would like to use that (it is confidential and will make it easy for me to compile the data into a database). However posting here works well as it will give rise to discussion. The forms are here
http://weldingdata.com/pwpsgMAW.jpg and
http://weldingdata.com/pwpsSMAW.JPG . Use both if you like. All information is appreciated.
What changes if any would you suggest for the current WPS form to better address prequalified WPS's ? Or any changes in general to make the form more useful?
Here are some of my thoughts (and these are by no means of any weight, they are there for discussion and criticism if anyone likes)
I think sample forms that are built around processes would give the ability to reduce confusion regarding what variables are needed and also reduce the time it takes to write and review a WPS. It would add pages to the code however it could possibly reduce the pages as process specific requirements could be moved to the sample form with notes explaining any process specific restrictions. This could apply to WPS's qualified by testing. In this age of computers I doubt that many are dependent upon the paper copy in the code book to xerox, whiteout, and print. Seeing the format is not as much about a common layout as it is about common data being spread in a similar manner.
I think the current form does not allow well for flexibility regarding the many joint designs that can be used. Did you know a prequalified WPS can be written for an open butt groove weld made from one side without backing ? Only on TKY connections yet it would be difficult to address in the current form. (or so it seems to me). Removing the un needed information from the form allows for more space for notes, sketches etc.
Currently the use of prequalified WPS's requires that I look into 3 chapters (maybe 4 if you consider design info) to make sure the welder gets the information needed to make the weld in accordance with the code. This is time consuming and I am sure I miss some things. I am sure there are many welders who HAVE never seen a WPS. It is that secret "company confidential" document that is for QC eyes only. Only to be brought out before the audit. And then there are companies that make sure the welders have the information available. Id love to here from anybody on this.
Also, if anyone wants the .xls file of the two forms (I made up, they are welcome to them. Let me know and I can send them or place them on my website for download.
Thanks for any information you may have.
Gerald Austin
Iuka Miss.

 Topic American Welding Society Services / Certifications / Ideas for alternative WPS forms for prequalified WPS's
Topic American Welding Society Services / Certifications / Ideas for alternative WPS forms for prequalified WPS's
 Gerald the current form is N-1 and shows the (front)....what do you think about placing Annex Q on the (back) of form N-1?
Gerald the current form is N-1 and shows the (front)....what do you think about placing Annex Q on the (back) of form N-1?


{kind=link}
{kind=link}