
 K, I was told to inspect some painted outrigger tubes from a vendor the other day and found that the welds had been cocked over and then painted. Wonder what they were trying to hide. The front outrigger tubes were not cocked and they never have been before. I found welds on the k-braces for the rungs of a finised and painted ladder that wern't even tied in on the back side. These parts come from a vendor that have UL guys based right in their plant and they come stamped and approved. Do these things go on a lot in our industry?
Rumor has it that you should keep the job you have now untill all this economy crap blows over. Being the new guy at a place that might be struggling you'd probably be one of the first to go. lol I mean what the heck do you do or say when you inspect a weld that has been cocked over. Might there be something in the contract that says they can cock over the welds. lol I doubt it. Say you call the vendor and ask them what the hell they were doing and they assure you that the welds are fine. Do you check, especially after all the crap I found on the ladder that was stamped off by the UL guys? Man o man.
That's the southern slang for caulk. I promise I didn't have anything imparticular on my mind when I started this thread.lol I'll post up some pics I took.
I know we abide to AISC, but I'm not sure If we're certified. I'd have to say that we are., but not totally for sure. I don't see how we could be building trucks for who we build them for and not be certified. All it says in AISC is that all welding is to conform to AWS D1 codes if my memory serve me right. They didn't really tell me to inspect the ladder, but more along the lines of look it over because we have had problems with this vendor in the past.
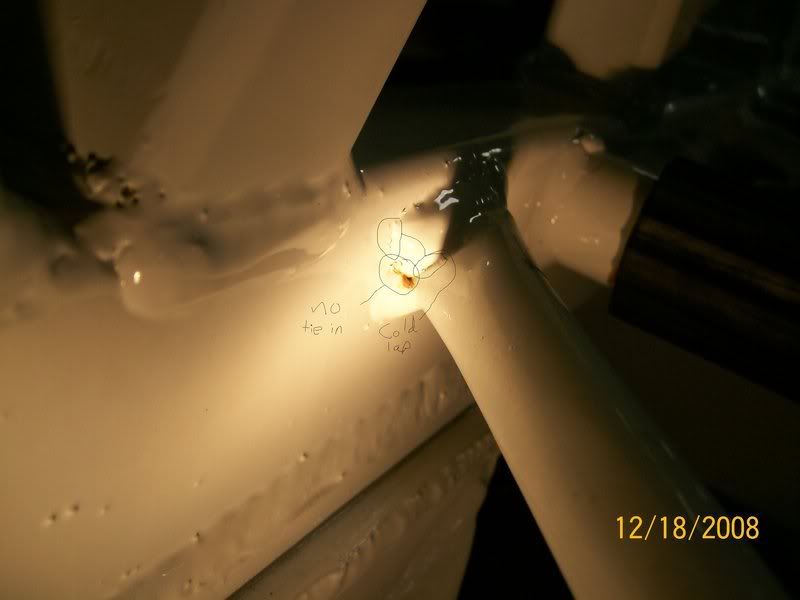
Al, the welds where the knife is pointing are caulked, I assure you this. As for cold lap / overlap, my bad. You are also 100% spot on about the NFPA,ANSI, and AWS comment.
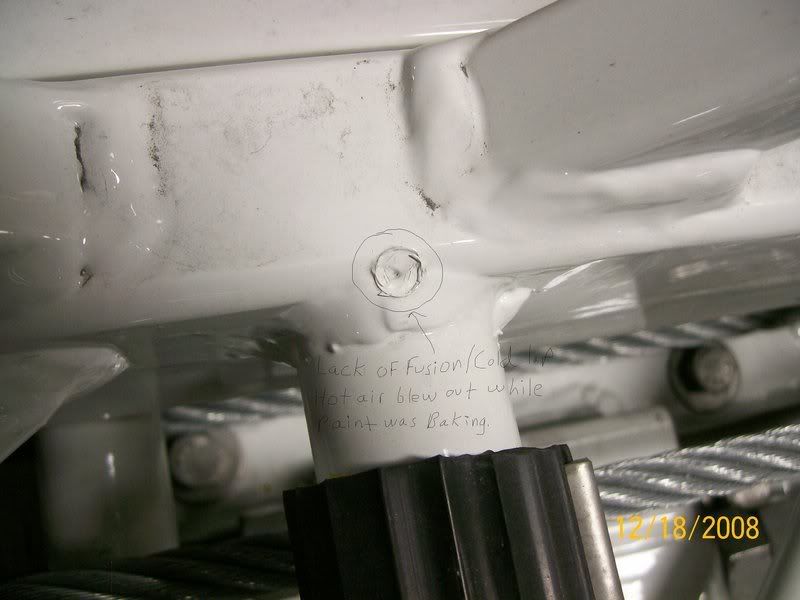
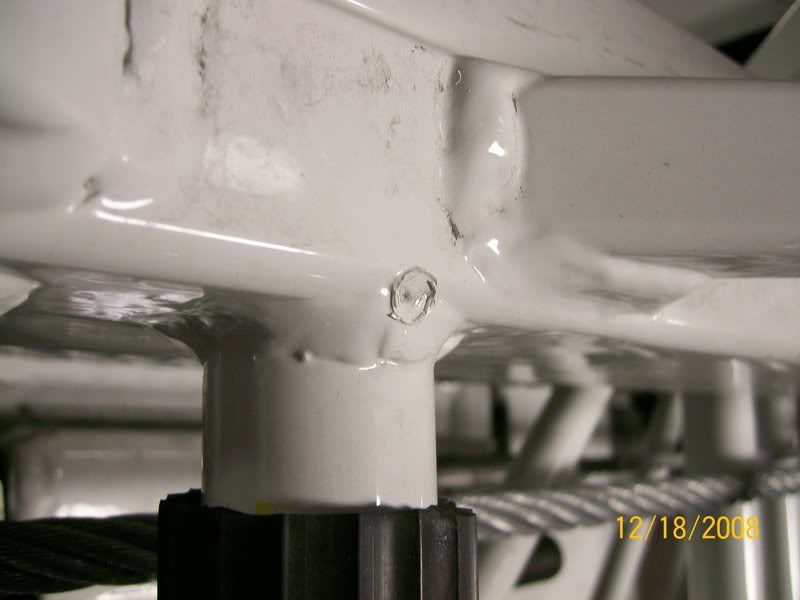
I posted pictures of the outriggers and they do get completely welded all the way down. The two front outriggers do not have any caulk on them at all, just the rear outriggers do.
Yeah, the picture wasn't that good. I tried to get a picture of the tip of the knife sticking into the caulk. The caulk job is pretty smooth and it made the weld look really smooth and consistent, which didn't match any of the other welds on the front outriggers. That's what brought my attention to it and made me really look close at it. Thanks for the comments!
Al, that's what's tuff about this situation, it has already been inspected and signed off by UL and I have guys that want to leave it at that. Now it comes down to either sending it back to be repaired, doing it here and backcharge the sub or letting it go on with the UL stamp of approval. This could get interesting and I'm also interested to see how my company approaches the situation to see if they're really werth a sit or not.
I can't reject it because It's not me that was supposed to actually inspect it and sign off on it. The sub contractor that builds these ladders has UL (underwriters Laboratories) in house and they inspect and sign off on this stuff. I was just asked to look it over to see if they improved any from that last one they sent and then tell my boss how it looked. I have done this and I gave them all pictures to look at. I just wanted to know if some of your experieces with this kind of situation.
Ship er!! ;-)
K, I was told to inspect some painted outrigger tubes from a vendor the other day and found that the welds had been cocked over and then painted. Wonder what they were trying to hide. The front outrigger tubes were not cocked and they never have been before. I found welds on the k-braces for the rungs of a finised and painted ladder that wern't even tied in on the back side. These parts come from a vendor that have UL guys based right in their plant and they come stamped and approved. Do these things go on a lot in our industry?
Rumor has it that you should keep the job you have now untill all this economy crap blows over. Being the new guy at a place that might be struggling you'd probably be one of the first to go. lol I mean what the heck do you do or say when you inspect a weld that has been cocked over. Might there be something in the contract that says they can cock over the welds. lol I doubt it. Say you call the vendor and ask them what the hell they were doing and they assure you that the welds are fine. Do you check, especially after all the crap I found on the ladder that was stamped off by the UL guys? Man o man.
That's the southern slang for caulk. I promise I didn't have anything imparticular on my mind when I started this thread.lol I'll post up some pics I took.
I know we abide to AISC, but I'm not sure If we're certified. I'd have to say that we are., but not totally for sure. I don't see how we could be building trucks for who we build them for and not be certified. All it says in AISC is that all welding is to conform to AWS D1 codes if my memory serve me right. They didn't really tell me to inspect the ladder, but more along the lines of look it over because we have had problems with this vendor in the past.
Al, the welds where the knife is pointing are caulked, I assure you this. As for cold lap / overlap, my bad. You are also 100% spot on about the NFPA,ANSI, and AWS comment.
I posted pictures of the outriggers and they do get completely welded all the way down. The two front outriggers do not have any caulk on them at all, just the rear outriggers do.
Yeah, the picture wasn't that good. I tried to get a picture of the tip of the knife sticking into the caulk. The caulk job is pretty smooth and it made the weld look really smooth and consistent, which didn't match any of the other welds on the front outriggers. That's what brought my attention to it and made me really look close at it. Thanks for the comments!
Al, that's what's tuff about this situation, it has already been inspected and signed off by UL and I have guys that want to leave it at that. Now it comes down to either sending it back to be repaired, doing it here and backcharge the sub or letting it go on with the UL stamp of approval. This could get interesting and I'm also interested to see how my company approaches the situation to see if they're really werth a sit or not.
I can't reject it because It's not me that was supposed to actually inspect it and sign off on it. The sub contractor that builds these ladders has UL (underwriters Laboratories) in house and they inspect and sign off on this stuff. I was just asked to look it over to see if they improved any from that last one they sent and then tell my boss how it looked. I have done this and I gave them all pictures to look at. I just wanted to know if some of your experieces with this kind of situation.
Ship er!! ;-)
Powered by mwForum 2.29.2 © 1999-2013 Markus Wichitill
 Forum
Forum




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}