
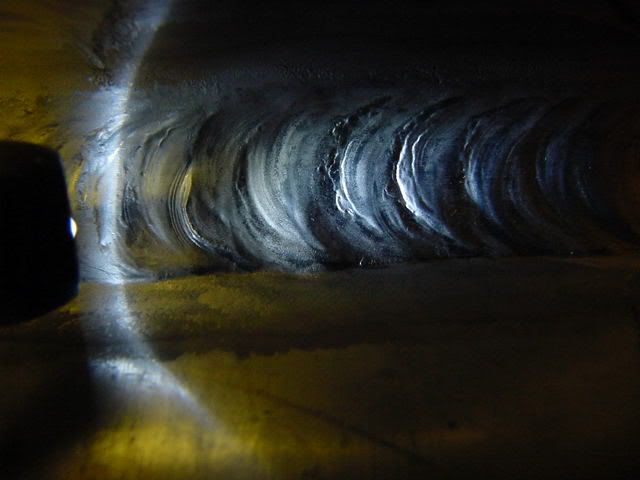
 Here's what we are looking at http://i11.photobucket.com/albums/a189/vdubin474/MVC-023S.jpg http://i11.photobucket.com/albums/a189/vdubin474/MVC-021S.jpg http://i11.photobucket.com/albums/a189/vdubin474/MVC-024S.jpg I'm wondering what causes the that ruff back edge of the ripple. This is the second time I have seen this in my career and have never figured out what causes it. Could it be turbulent gas, tungsten to close or maybe a bad ground or something. Just wondering if any of you have ever experienced this. This is what the ripples are supposed to look like all the time http://i11.photobucket.com/albums/a189/vdubin474/MVC-022S.jpg When it's doing it you can hear the erratic arc like something is changing. I've had this happen to me on thinner material as well so it's not just the thick stuff.
Oh yeah, I forgot to mention one of the most important things. We're using 5/32" 2% ceriated tungsten. The higher you go on the balance the more toward the straight pol side you go so 70% is leaning more into the - side of the wave. As for the Hz 60Hz is what a normal A/C wave operates at and if you have no ajustment, you're stuck with what comes out of the wall. I've seen this phenomenon with syncrowaves that have no freq adjustment. Thing is, sometimes it runs sweet and you do not get the funk at the back of the ripple and other times you do. If you notice the begining of the cap bead has nice ripples and these funky ripples happen towards the end where the piece is cookin hot. Amperage stays about the same the length of the weld.
This happens toward the end when the pieces is cooking hot. Check out the ripples in the last pic, they are from the begining of the weld and they are how it should look the whole way. I think this phenomenon is arc related so keep the ideas coming. Tungsten looks to be in good shape.
Using 100% argon. I wish I could use helium, but it's out of our price range. I was able to qualify our procedures with 100% argon so I'm stuck. I love the way a good helium mix welds on aluminum!!! Makes the welds look dam slick as well.
I will play with the gas flow and see if I can duplicate this occurrence again. You are correct in that I am using a 4043 filler as well. Maybe the torch was to close where this happened and gas flow did disrupt the molten puddle causing the arc to flutter. Like I said above, it is really cooking toward the end and the puddle is really fluid so small disturbances could cause problems. I'll be back at er on Monday so I'll let cha guys know what I come up with.
Lawrence,
Your argon helium mix at 350 amps is like my 400-500amps with pure argon. The helium makes things hotter and believe me, if I could use a helium mix I would, but we're cheap. 1% what on the tungsten? Have you done any fillet procedures proving that your 350amps gets the penetration and fusion that is required in AWS D1.2(2003)?
Here's what we are looking at http://i11.photobucket.com/albums/a189/vdubin474/MVC-023S.jpg http://i11.photobucket.com/albums/a189/vdubin474/MVC-021S.jpg http://i11.photobucket.com/albums/a189/vdubin474/MVC-024S.jpg I'm wondering what causes the that ruff back edge of the ripple. This is the second time I have seen this in my career and have never figured out what causes it. Could it be turbulent gas, tungsten to close or maybe a bad ground or something. Just wondering if any of you have ever experienced this. This is what the ripples are supposed to look like all the time http://i11.photobucket.com/albums/a189/vdubin474/MVC-022S.jpg When it's doing it you can hear the erratic arc like something is changing. I've had this happen to me on thinner material as well so it's not just the thick stuff.
Oh yeah, I forgot to mention one of the most important things. We're using 5/32" 2% ceriated tungsten. The higher you go on the balance the more toward the straight pol side you go so 70% is leaning more into the - side of the wave. As for the Hz 60Hz is what a normal A/C wave operates at and if you have no ajustment, you're stuck with what comes out of the wall. I've seen this phenomenon with syncrowaves that have no freq adjustment. Thing is, sometimes it runs sweet and you do not get the funk at the back of the ripple and other times you do. If you notice the begining of the cap bead has nice ripples and these funky ripples happen towards the end where the piece is cookin hot. Amperage stays about the same the length of the weld.
This happens toward the end when the pieces is cooking hot. Check out the ripples in the last pic, they are from the begining of the weld and they are how it should look the whole way. I think this phenomenon is arc related so keep the ideas coming. Tungsten looks to be in good shape.
Using 100% argon. I wish I could use helium, but it's out of our price range. I was able to qualify our procedures with 100% argon so I'm stuck. I love the way a good helium mix welds on aluminum!!! Makes the welds look dam slick as well.
I will play with the gas flow and see if I can duplicate this occurrence again. You are correct in that I am using a 4043 filler as well. Maybe the torch was to close where this happened and gas flow did disrupt the molten puddle causing the arc to flutter. Like I said above, it is really cooking toward the end and the puddle is really fluid so small disturbances could cause problems. I'll be back at er on Monday so I'll let cha guys know what I come up with.
Lawrence,
Your argon helium mix at 350 amps is like my 400-500amps with pure argon. The helium makes things hotter and believe me, if I could use a helium mix I would, but we're cheap. 1% what on the tungsten? Have you done any fillet procedures proving that your 350amps gets the penetration and fusion that is required in AWS D1.2(2003)?
 I see some "Not so clean surface" in the weld zone, and just adjacent to the weld deposit so, we can start there... I also see the points that both Alan & Lawrence make when it comes to setting your power source as they describe, and I would have to agree with Larry with respect to possibly switching to another process all together such as GMAW-P when welding that thickness of 6061-T6. Al's suggestion of using a zirconium alloyed tungsten makes a bunch of sense also!
So Larry, you take issue with the possibility that the material in question doesn't need to be cleaned prior to welding? Either I'm going blind real fast here or hallucinating because after all, I do see what I believe is "magic marker" lines right about where the toes of the weld are located, and they seem to flow right into the "cathodic etching" shown adjacent to the toes of the weld. I also see some small lines of either some sort of contamination and/or corrosion of some type going on however small in size on the surface of the base material, perpendicular to the axis of the weld. Finally, I see a bit of surface porosity towards the toes of the weld also. Am I losing my eyesight here folks, or am I on to something here? :) :) ;) Oh I almost forgot... What is that stuff oozing from the bottom toe of the weld located close to the end, just before the crater shown in the first photo?
Yes you are!!! Man I wish I could have half of your budget here :) :) :) If you see or hear from Rich Depue, please let him know that the welding program he started has hit the skids so to speak once again due to NY State's "Draconiun" budget cuts here @ ASC!!! ;( It's a crying shame because this program is one of the few which year after year keeps growing in enrollment, has enjoyed an excellent reputation over the years, and is always running beyond full capacity which only makes sense to fully fund it and keep it current with the state of the art! :( :( :(
We do use GMAW as well Henry. The TIG torch can go where no MIG gun has gone before.;-) Saying that there are some tight places to get to on these aluminum brackets and baskets. This could be a tungsten issue, but I highly doubt it. I've been using 2% ceriated for a long time and have found it to be superior for heavy weldments when you want to keep a point on it to get the penetration to the root consistently with pure argon. It doesn't spike and it doesn't leave a nasty mess when you take a direct hit. Tomorrow I'm going to experiment with gas flows and tungsten distance and see if I can't replicate the problem. I'll let you guys know what I come up with 2marra.
I see some "Not so clean surface" in the weld zone, and just adjacent to the weld deposit so, we can start there... I also see the points that both Alan & Lawrence make when it comes to setting your power source as they describe, and I would have to agree with Larry with respect to possibly switching to another process all together such as GMAW-P when welding that thickness of 6061-T6. Al's suggestion of using a zirconium alloyed tungsten makes a bunch of sense also!
So Larry, you take issue with the possibility that the material in question doesn't need to be cleaned prior to welding? Either I'm going blind real fast here or hallucinating because after all, I do see what I believe is "magic marker" lines right about where the toes of the weld are located, and they seem to flow right into the "cathodic etching" shown adjacent to the toes of the weld. I also see some small lines of either some sort of contamination and/or corrosion of some type going on however small in size on the surface of the base material, perpendicular to the axis of the weld. Finally, I see a bit of surface porosity towards the toes of the weld also. Am I losing my eyesight here folks, or am I on to something here? :) :) ;) Oh I almost forgot... What is that stuff oozing from the bottom toe of the weld located close to the end, just before the crater shown in the first photo?
Yes you are!!! Man I wish I could have half of your budget here :) :) :) If you see or hear from Rich Depue, please let him know that the welding program he started has hit the skids so to speak once again due to NY State's "Draconiun" budget cuts here @ ASC!!! ;( It's a crying shame because this program is one of the few which year after year keeps growing in enrollment, has enjoyed an excellent reputation over the years, and is always running beyond full capacity which only makes sense to fully fund it and keep it current with the state of the art! :( :( :(
We do use GMAW as well Henry. The TIG torch can go where no MIG gun has gone before.;-) Saying that there are some tight places to get to on these aluminum brackets and baskets. This could be a tungsten issue, but I highly doubt it. I've been using 2% ceriated for a long time and have found it to be superior for heavy weldments when you want to keep a point on it to get the penetration to the root consistently with pure argon. It doesn't spike and it doesn't leave a nasty mess when you take a direct hit. Tomorrow I'm going to experiment with gas flows and tungsten distance and see if I can't replicate the problem. I'll let you guys know what I come up with 2marra.
Powered by mwForum 2.29.2 © 1999-2013 Markus Wichitill
 Forum
Forum



{kind=link}
{kind=link}
{kind=link}
{kind=link}