
 Topic American Welding Society Services / Technical Standards & Publications / 6GR Welder Qualification Limitation
By Nanjing
Date 02-28-2009 15:24
Edited 02-28-2009 15:30
Topic American Welding Society Services / Technical Standards & Publications / 6GR Welder Qualification Limitation
By Nanjing
Date 02-28-2009 15:24
Edited 02-28-2009 15:30
 6GR is not indicated to be a full penetration joint therefore you can not weld on pipe without a backing ring or backgouging. If you want your guys to be qualified on pipe in all positions, have them do a 6G pipe test with cjp or which ever your WPS supports. I'm assuming since your using 7016 and 7018 that you intend to have your welders do a CJP pipe test. Hope this helped a little bit.
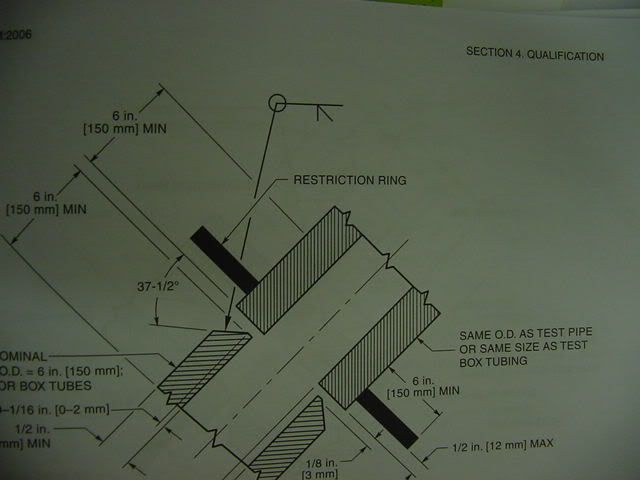
The weld symbol on figure 4.27 does not indicate a CJP weld so I'm still sticking with that and why the notes say not qualified for joints welded from one side without backing and from two side without backgouging when you do a 6GR test. 6GR is basically a test for T-K-Y. If you want to be good across the board and T-K-Y, then 6GR and 6G look to be the tests one would need to take. I'd also like to see somone get a full pen weld on a 6GR test when you have 3/16" high low all the way around the inside of the pipe and a 1/8" gap (Not happening). So maybe that's why they have the notes in 4.10 because you can't get full pen, or consistently anyway. Well, that's my answer to the mans question.
That's really good info! About the CJP, I ment you would have a hell of a time breaking down both sides with a 3/16" high low with that joint config. I did not know you only had to break down the thinner side for I tried to find something that said that just in case. The weld symbol on my Figure 4.27 AWS D1.1(2006) only shows a single bevel with nothing on the other side of the symbol stating they want a full pen weld (They should have a melt through symbol on the other side). I still believe the reasons I stated are the methods behind the code committee's madness. ;-) You have to show you can break down both sides of a pipe joint to be qaulified for pipe and tubing without a backing strip or backgouging. I don't think they intended to have both sides broke down on the joint config in fig 4.27.
I guess Fig 4.27 must show full pen in D1.1 2008, but it does not show this in 2006. I'm not sure that we have anyone from the actual D1.1 committee participating in these forums, but you can call AWS and ask to talk to one of their committee guys. I'm sure they will tell you it's because of the High low and it's easier to put a fillet weld on the inside of a pipe with that joint detail then it is to actually put a "real root" in two proper fit-up pieces of pipe with 7018. It's ment to simulate T-K-Y like said above.
By Nanjing
Date 03-05-2009 14:39
And there ya have it folks. Hope this answers the thread posters question, but he can still call AWS and here it from an expert if he wants. Hey Kipman, do you have a copy of the 2008 edition? Does the 2008 edition show a drop through symbol in figure 4.27 on the other side of the reference line from the single bevel? I still don't get where you guys are coming up with the weld symbol showing full pen on the back side of the joint. If you have a 2006 edition, see if they are the same symbol because mine does not show a full pen weld.
Here's a pic of what I have in the 2006 edition that does not show CJP, but as you know this joint setup is not really one to spec that out. http://i11.photobucket.com/albums/a189/vdubin474/MVC-007S.jpg
By Nanjing
Date 03-06-2009 08:42
Kipman,
Yes, but I still don't know about posting a question to the committee. Just call AWS and tell them you have a code question and they will put someone on the committee on the phone with you.
Topic American Welding Society Services / Technical Standards & Publications / 6GR Welder Qualification Limitation
6GR is not indicated to be a full penetration joint therefore you can not weld on pipe without a backing ring or backgouging. If you want your guys to be qualified on pipe in all positions, have them do a 6G pipe test with cjp or which ever your WPS supports. I'm assuming since your using 7016 and 7018 that you intend to have your welders do a CJP pipe test. Hope this helped a little bit.
The weld symbol on figure 4.27 does not indicate a CJP weld so I'm still sticking with that and why the notes say not qualified for joints welded from one side without backing and from two side without backgouging when you do a 6GR test. 6GR is basically a test for T-K-Y. If you want to be good across the board and T-K-Y, then 6GR and 6G look to be the tests one would need to take. I'd also like to see somone get a full pen weld on a 6GR test when you have 3/16" high low all the way around the inside of the pipe and a 1/8" gap (Not happening). So maybe that's why they have the notes in 4.10 because you can't get full pen, or consistently anyway. Well, that's my answer to the mans question.
That's really good info! About the CJP, I ment you would have a hell of a time breaking down both sides with a 3/16" high low with that joint config. I did not know you only had to break down the thinner side for I tried to find something that said that just in case. The weld symbol on my Figure 4.27 AWS D1.1(2006) only shows a single bevel with nothing on the other side of the symbol stating they want a full pen weld (They should have a melt through symbol on the other side). I still believe the reasons I stated are the methods behind the code committee's madness. ;-) You have to show you can break down both sides of a pipe joint to be qaulified for pipe and tubing without a backing strip or backgouging. I don't think they intended to have both sides broke down on the joint config in fig 4.27.
I guess Fig 4.27 must show full pen in D1.1 2008, but it does not show this in 2006. I'm not sure that we have anyone from the actual D1.1 committee participating in these forums, but you can call AWS and ask to talk to one of their committee guys. I'm sure they will tell you it's because of the High low and it's easier to put a fillet weld on the inside of a pipe with that joint detail then it is to actually put a "real root" in two proper fit-up pieces of pipe with 7018. It's ment to simulate T-K-Y like said above.
By Nanjing
Date 03-05-2009 14:39
And there ya have it folks. Hope this answers the thread posters question, but he can still call AWS and here it from an expert if he wants. Hey Kipman, do you have a copy of the 2008 edition? Does the 2008 edition show a drop through symbol in figure 4.27 on the other side of the reference line from the single bevel? I still don't get where you guys are coming up with the weld symbol showing full pen on the back side of the joint. If you have a 2006 edition, see if they are the same symbol because mine does not show a full pen weld.
Here's a pic of what I have in the 2006 edition that does not show CJP, but as you know this joint setup is not really one to spec that out. http://i11.photobucket.com/albums/a189/vdubin474/MVC-007S.jpg
By Nanjing
Date 03-06-2009 08:42
Kipman,
Yes, but I still don't know about posting a question to the committee. Just call AWS and tell them you have a code question and they will put someone on the committee on the phone with you.
Topic American Welding Society Services / Technical Standards & Publications / 6GR Welder Qualification Limitation
Powered by mwForum 2.29.2 © 1999-2013 Markus Wichitill



{kind=link}
{kind=link}