The term you're looking for is mock banding. Typically seen on DM welds, Heavy thickness transitions, and in same material classes, cast vs forged vs rolled etc. Anything and everything that can give one side of the weld either more material or a different material density than the other.
The difference in transmitted density between one side or the other (light to dark/dark to light) can, under the right circumstances, make a line appear where there is no line on the radiograph. As for the method of detecting it, simply sliding the film as you describe can work, however; it must be done from dark to light, and not the other way around.
The reason for that is this: If you're moving from the light side, and there is an area of LOF, The transmitted light through the light section is obviously transmitting more light, and runs the risk of masking a true indication by reflected light. In my time shooting pipeline film, I've seen that trick tried more than once. I always call BS on it. If the person trying it, tries to go from the wrong side of it right off, I know one of two things are going on 1) they don't have a clue and read somewhere such as this forum about this and are trying to make it go away, or 2) they are acting nefariously and trying to get past something that should not be.
If they do it correctly, no problem. On the other hand, it does speak to a bigger issue. There is one too many people out there trying to pass off things that should not be.
While LOF on thin walled pipe (most gas lines etc) is not likely, it is "not hard" to accomplish. There is no welding process immune to lack of fusion. Especially SMAW. To fast, downhill, Magnetic arc blow, just to name a few reasons it can appear in an SMAW weld.
The next bright idea I've seen used (everything from pressure vessles to tanks to pipelines) is to "Hog" out an indication. Then claim "I never saw anything". Funny how it's there before, but not after, yet "they never saw anything". LOF by it's nature is usually not a gross change in material density (lack of or replacement of the material) but rather a very fine line of it. A good welder can "skim the weld" and see it, one who is trying to disprove the tech will "hog" out a chunk of metal then call BS.
I am the first to slam an RT tech who doesn't know what he or she is looking at. However; This statement is out of line in my opinion:
"Any time a tech calls LOF on SMAW call the Level III. It may be IP but it is NOT LOF. These guys are used to seeing LH, GTAW and GMAW welds. Scream BUNK to the Level III. If these guys cannot call something what it is they need to be gone."
Making that statement based only on a description in a forum, is simply wrong. Without having personally looked at the film, neither you nor I can make a statement like that with any factual basis. You may as well have stated "non of those idiots know what they are looking at" when taken in total context of your apparent opinion of film interpreters.
Usually when I run across the attitude you presented here, I would offer to grind it out myself as I don't play "hide the weenie in the RT tech when we screw up" like some try to do as described above. If it's ever not there, I'd run myself off. I've never once had to do that, and I am not alone, there are many good interpreters out there, that don't deserve to have the attitude presented here perpetuated.
In regards to "power plant dudes" an indication is an indication, and doesn't make a damn what industry it's in. If anything, Power plants are prone to the material transitions I.E. thick to thin, or DM welds and personnel who normally work them, would be more likely to have seen mock banding on a more regular basis than someone who has done nothing but shoot same same Thickness pipeline. I've had the good fortune to work many industries extensively,and trained by some of the best, including pipeline. I've seen LOF and proved it many times on a pipeline.
It gets really really really tiresome to be questioned each and everytime a call is made only to have been proved correct upon "proper" excavation. After the first two to three times of this, they shut up, get the grinders out and quit wasting time trying to argue a legitimate call.
Again, if it's the case that the rt hand just doesn't have a clue, it would not be anyone else giving them the boot, I'd make a point of doing it myself if I were the level III. (and I have been many times on a pipeline)
Another factor to consider in this:
Many times companies try to go cheap on the examinations. Therein is where the vaste majority of the problem really lies. They hire dirt bag source license holder company A, who either lies or barely gets them past the state/irrsp card, then throws them out on the firing line for 8-15 dollars an hour (if that) and expect a 30 to 50 dollar an hour performance. Bottom line is this, RT hands are no different than welding hands. Pay peanuts and you get a bunch of monkeys. That is in my opinion, the real problem, and the real reason the smaller runs end up with BS welding and RT interpretations.
Maybe they did screw it up, maybe they didn't, on way or another, there is no way anyone can arm chair read that film from a computer on a forum and state with any certainty it was hosed.
Respectfully,
Gerald
API 1104 20th edition:
3 Definition of Terms
3.1 GENERAL
The welding terms used in this standard are as defined in
AWS A3.0, with the additions and modifications given in 3.2.
(no modification for LOF/IF given)
AWS A3.0
"lack of fusion. A. nonstandard term for incomplete fusion.
complete fusion. Fusion over the entire fusion faces and between all adjoining weld beads. See figure 28. See also incomplete fusion
incomplete fusion (IF). A weld discontinuity in which fusion did not occur between weld metal and fusion faces or adjoining weld beads. See Figure 29. See also complete fusion.
incomplete joint penetration (IJP). A joint root condition in a groove weld in which weld metal does not extend through the joint thickness. See Figure 26. See also complete joint penetration weld, joint penetration, and partial joint penetration.
complete joint penetration (CJP). A groove weld condition in which weld metal extends through the joint thickness.
joint. the junction of members or the edges of members that are to be joined or have been joined. "
BY definition as reference in API 1104 20th edition:2005, and the follow up reference in AWS 3.0:2001 I have to say Wrong, it is IF.
If both walls are not broken down as depicted in Figure 26 of AWS 3.0, it is lack of penetration.
(speaking strictly by definition based on your words.)(
It must always be remembered what definitions are in force. Running someone off the job for applying the proper definition can get someone in a lot of trouble when the auditors come along. What someones opinion of what it should be means "0" what the definition in the governing codes, laws, and contract docs states is what everyone must go by. There are codes that define it as you have described. However; as noted above, they do not apply in this instance.
Respectfully,
Gerald
Gerald,
Well written, couldn't agree more.
I have worked on pipelines as a pipeline welder (both bead hand and tie-ins), radiographer and CWI so feel I am qualified to add to this discussion.
I realise dbigkahunna and JT have obviously got a huge amount of pipeline experience but I disagreed as well with some statements.
"Any time a tech calls LOF on SMAW call the Level III. It may be IP but it is NOT LOF. These guys are used to seeing LH, GTAW and GMAW welds. Scream BUNK to the Level III. If these guys cannot call something what it is they need to be gone."
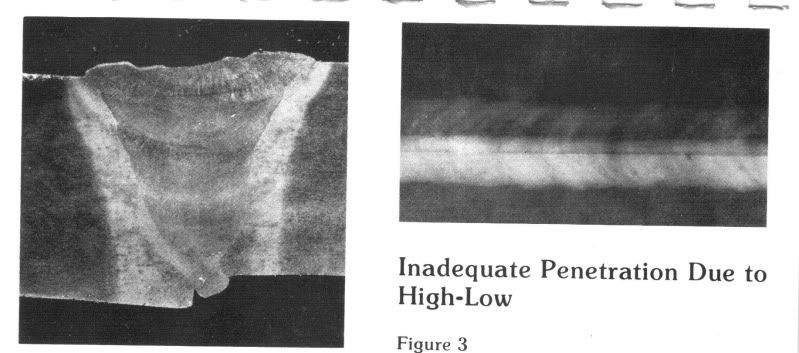
Fig 16 of API 1104 shows Incomplete Fusion at Root of Bead or top of joint (IF). Incomplete Fusion is also referred to as Lack of Fusion (LOF).This is one edge missed with no High Low present. I have seen numerous radiographs over the years with one edge missed, some with Hi Low (which is classed as IPD) and others without Hi Low which is classed as IF or LOF.
That is just LOF on the surface.
Figure 17 shows Incomplete Fusion due to Cold Lap. This is sometimes referred to as Lack of Sidewall Fusion of Lack of Inter run Fusion but both cases are still Incomplete Fusion or Lack of Fusion. Slag inclusions are basically the same as Lack of Fusion anyway, the metal has not fused because the slag is entrapped. On a graph they look very similar, sometimes you can identify a straight edge which is the unmelted sidewall, othertimes they look basically the same.
API 1104 9.3.5 and 9.3.8.2 stipulate that the maximum individual dimension for both IFD and ESI is 2" (50 mm) so if the interpreter calls it slag inclusion or lack of fusion it is still a rejectable defect if it is greater than 2" (50 mm).
As Gerald has stated radiographers are no different to welders, some are good, some are very good and some are not so good. Generally you get what you pay for.
Regards,
Shane
Funny how the API 1104 figures match up to the AWS 3.0 definitions.
In my experience, every time "shadow" comes up it's a situation where there isn't a clear cut consensus about the film. And much discussion, sometimes argueing amongst the film readers takes place while welders stand around. So it's not a great situation. And if one tech thinks it's a shadow instead of a legitimate repair, that's kind of important because you don't want to tag a welder with a repair that isn't there. It might be simpler to just make the repair regardless, but a welders livelyhood may be at stake and I hate to see a guy get credit for a repair that's not really a repair.
I've made a lot of repairs where I never saw the problem, that doesn't mean it wasn't there. Maybe my helper did most of the grinding, maybe we're just moving down the row stopping at flags and getting them done quick so we can go in. Repair welders (who do the majority of PL repairs) don't have any reason to argue with inspection normally, it's not their welds they are repairing.
But even then, the repair welder doesn't want a hand tagged for a "shadow".
I've see the film reader dude argue with the film auditor dude over "repair vs. shadow" in one case. The gas company NDT man (who was calling it external undercut) stopped at the repair and like me he couldn't see any EU. The welders had made a nice cap without a hint of undercut or missed bevel. But I got the old line "film doesn't lie", make the repair. So after he left I buffed the weld with a wire wheel and they reshot it, clean as a whistle. I had to tell NDT dude what happened just in defense of the welder even tho this put me on NDT dudes hit list. Anyway he finally agreed with the "shadow" side of the discussion.
In the overall scheme of things not a big deal but to the welder who put a nice cap on that weld it mattered.
JTMcC.
JT,
Agree with what you are saying. Repair rates have a huge impact on a welders livelihood.
A bad call is a bad call but all film interpreters (myself included) do our best to call it as we see it.
There are always going to be "bad" calls, no matter how experienced you are. If you could visual the root and cap after you have looked at a film it would be ideal but unfortunately that is nigh on impossible, especially with pipelining where there is not too many flange connections.
dbigkahunna,
You seem to have been having a problem with RT Level 2s recently.
Do you have similar or superior RT qualifications to the people you are denigrating on a public forum ?
Just because they make a call that you do not agree with does not justify you wanting to shove them up a pipe head first.
Regards,
Shane

")
")
 Forum
Forum

