It does vary from company to company, but all the branches I have taken the leg always looked down. Some were downhill, some uphill, even had one inspector who had me cut the hole in the header a 1/4" smaller. When I put the bead in he wanted it to be a 1/4" fillet on the inside when I was done. He also wanted me to run 8010 uphill for the cap. I gave him a funny look and commented I had never run 8010 uphill but would be happy to use LoHi for the uphill cap. He told me to go ahead and finish it downhill. I will say this, every test I have taken I was told or had a written procedure handing to me before starting. This told me how I was to take the test. I would just ask when you get ready to start.

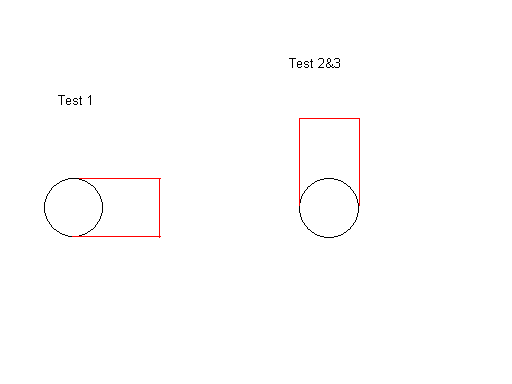
 one is a saddle-in and the other is a saddle-on
one is a saddle-in and the other is a saddle-on
 Forum
Forum


{kind=link}
{kind=link}