I remember a long time ago someone had a link to a bunch of 6GR pictures and I wanted to be able to practice and simulate this test at home. I was told about a job today and the test is 6010 down hand then fill and cap 7018 uphill 6GR and the guy says they put a restrictor ring on the pipe and wanted to find out where do I put the ring at? how far up from the bevel? This person said another test they give which I was confused of what he was saying but almost sounded like a 120 schedule pipe test and maybe there was no bevel used. I'm gonna have to ask again when I deliver to him again. I sure would like to try and test for this company though after a good bit of practice.
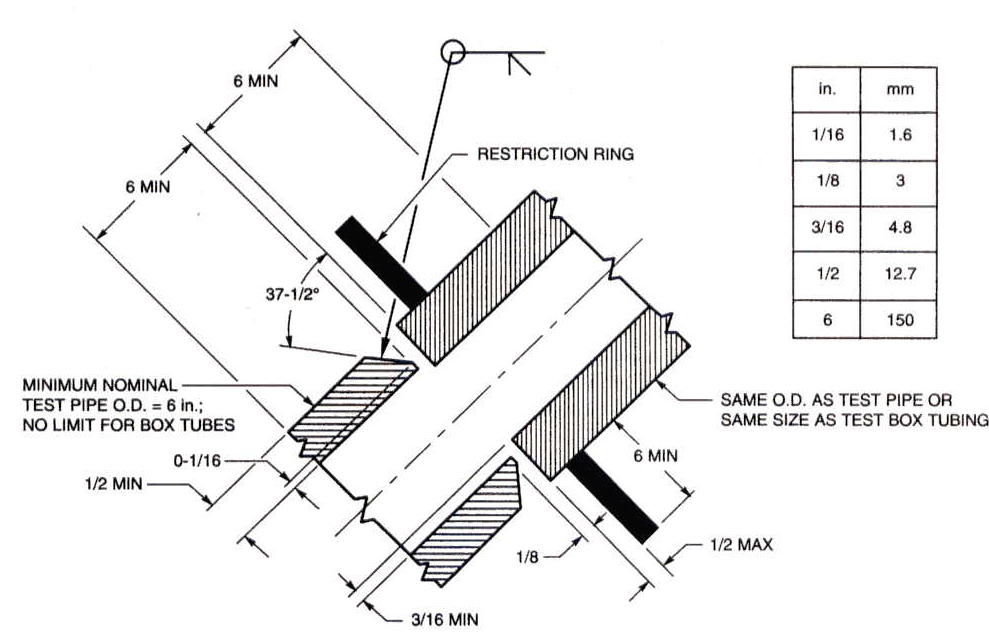
Chris, The bevelled pipe goes on the bottom - square cut pipe on the top. The restriction ring is installed 1/2" maximum from square edge to underside of restriction ring. OD of restriction ring has to be at least 12" greater than the pipe OD Hope that helps, Regards, Shane
I just realize that in this picture there showing just one side of the pipe is beveled not both sides. Would this be the way this test is given or would they most likely bevel both the sides and have the restrictor ring on there?
Single Bevel is what I have seen and also what was referred to above.
I have seen companies involved in piping work restrict access to the joint for Welder Performance Qualification by use of jigs and fixtures that minimize accessibility around the joint. ASME Sec IX does not refer to this practice at all.
Exactly. 6GR is a structural pipe test and the drawing is accurate. It's a fabulous test and physically demanding. A subcontractor for Exxon gave me this thing about 33 years ago and they put me low to the ground and in a corner in the booth! I like this test better than API Saddles. Not only will it weed out the unqualified it'll set 'em on fire, too!!
Hi Sir, Now my company is going to qualify our welders with 6GR position, so, as per our reference picture, i decided to give 6" X 21.94 ( shedule xxs ) and 6" X 18.25 ( shedule 160 ) ..... is it ok sir, ??
Shabeer, you could get by with a 6" Sch. 120. but schedule 160 or XX is fine. It will take the welder longer to complete and if you don't need that thickness range then it's a waist. My opinion. You need to review AWS D1.1 to make sure you testing your welders correctly.

 Forum
Forum


