Hi,
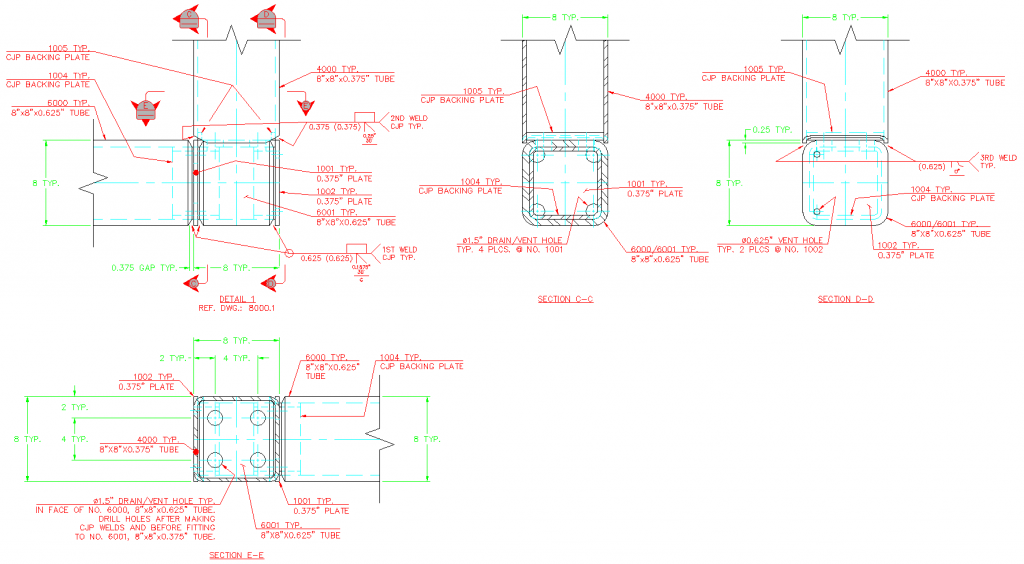
I'm working on a project in which the contract drawings depict a box tube structure with moment connections where the vertical post, transverse member, and longitudinal member intersect (see attached image). I have a few questions regarding the exact type of joint(s) that are shown & what test to have our welders qualified to, and how to interpret a certain clause when it appears to be in conflict with a table. I'm also using the D1.1 2010 code book.
Firstly, when looking at the attached drawing, would any of the CJP weld joints be considered T-, Y-, K- Connections for tubular connections? If not, would they be considered a CJP groove weld in a tubular connection at all?
Secondly, looking at clause 4.27, it lists a breakdown of what details to use for the welder/operator qualification tests for CJP groove welds for tubular connections. Number 3 states "CJP groove butt joints or T-, Y-, K-connections with backing in box tubing. Use Figure 4.24(B) in pipe (any diameter), plate or box tubing." From what I comprehend, this clause states that we can have our welders qualified to a 3G & 4G plate test using the detail from Figure 4.24(B). If that is true, then it seems to directly conflict with Table 4.10 which states that the only allowable test position for CJP groove weld T-, Y-, K-connections in box tubing is the 6GR (figures 4.27 & 4.29) test position. This would seem to preclude using any plate test to qualify a CJP T-, Y-, K-connection in box tubing. Can someone clarify this form please?
I was also looking at the commentary (C-4.27) which talks a lot about CJP T-, Y-, K-connections in box tubing and the need to make sure the welders can wrap the corners effectively and that a test to Figure 4.29 is required; however, I'm not sure if this applies to our scenario based on other statements as I pointed out above. To add to my confusion, I was speaking with a few people (different companies) regarding doing the testing of our welders for this project, and one person told me that because we have backing bars inside the tube, it some how makes these joints more like plate and shouldn't have any limitations placed on it like a CJP T-, Y-, K-connection in box tubing would.
I would appreciate any help on this.
Eddie

 Topic American Welding Society Services / Technical Standards & Publications / CJP Groove Welds for Tubular Connections Questions
Topic American Welding Society Services / Technical Standards & Publications / CJP Groove Welds for Tubular Connections Questions
 Al, Click the pic
Al, Click the pic
