If I can, I will accomplish this post without interruption,

So, if you are like me, the metallurgical aspect of welding has interested me for quite some time. Along the way in the past 40 years I have learned a lot and ran across a lot of misinformation, some of which, sadly, I believed for far too long.
Coming across some books on metallurgy, including getting a copy of Linnert's book when I joined AWS many years ago, then, going to the CWI Seminar and getting my CWI, much of the misinformation has been clarified, corrected, and replaced with truth and has been of much help to me in the past few years.
I still come across many things that make me ask, 'What!? Why? How?' There are many things that do it but there are some things I just can't let go of. To pursue this one is of particular interest but also difficult because of the restrictions on photographs.
So, after personnel was shifted around, one of the shops I have been busy with over the years had this occurrence back in February, if I remember correctly. Time period of importance to my train of thought on this. 'Why?' WEATHER. TEMPERATURES.
I have been able to follow this from a distance and a couple of times be called down to stand in for one of the other inspectors on the job and saw some things first hand. I still am going to try to refrain from making statements that would get me or anyone else here in trouble. I just want to know what happened.
So, FYI, I am referencing 'Welding Metallurgy' Volume 1 chapter 3- The Properties of Metals. It has been very interesting as I am understanding more of it this time through than I did previously. Especially when I came to the parts on Brittle Fracture and Ductile Fracture. Then he added temperature factors and when he started discussing Elevated Temperature Service and High-temperature Service Some things really started to click. And, right when I got sent back to the shop where this problem was most obvious. Second note of importance: there were several cracks involving several members of this job, not just one or two.
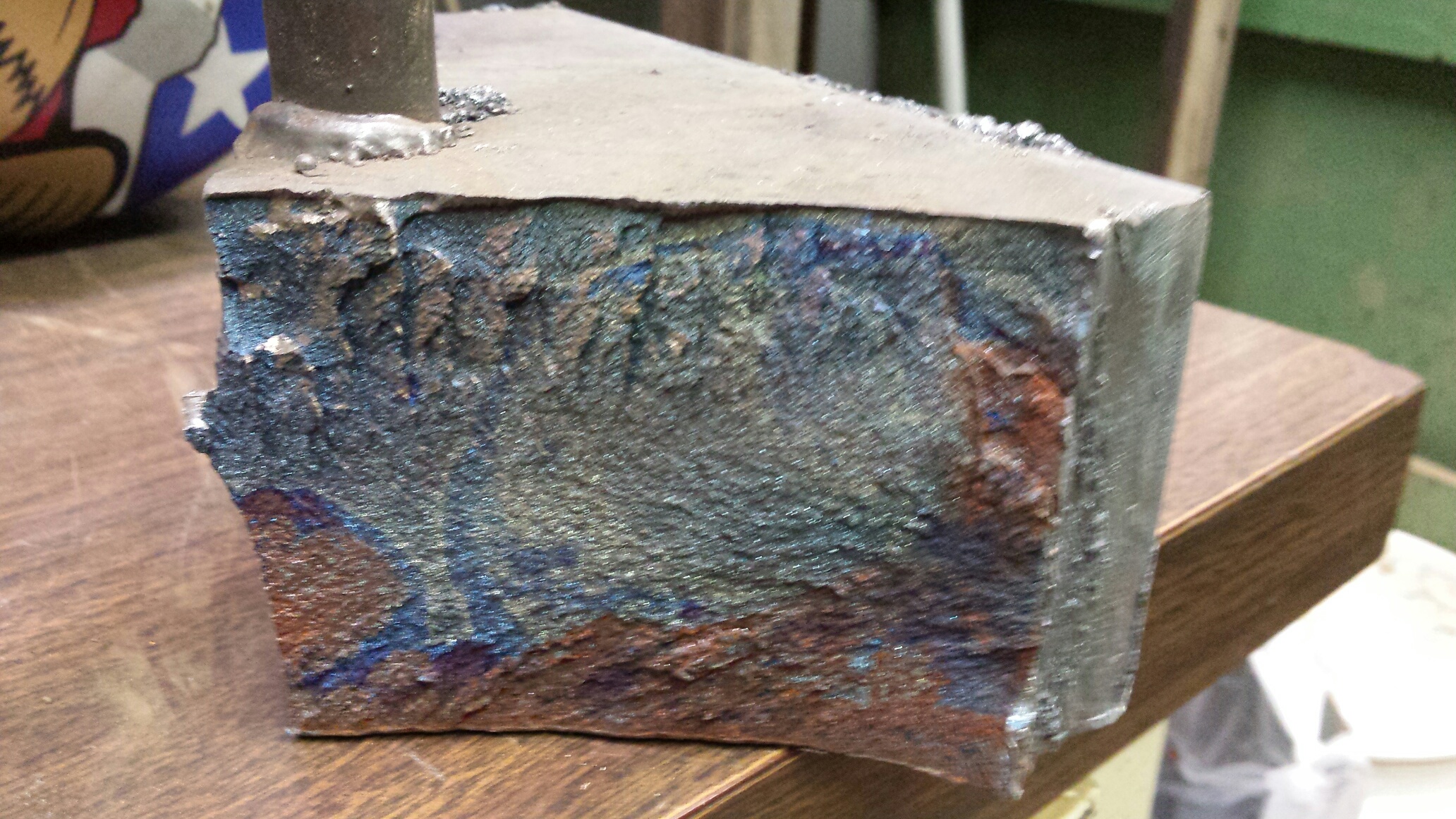
For those who may not have Linnert's book for reference (which is pages 156-180 specifically though the entire chapter would be good for a proper background), the third item of importance based upon wording on page 165 is the coloring of the material at the fracture. To quote, "The surface of a high temperature fracture in iron or steel that extends to the component surface and allows air to enter the crack is usually brown or blue because of the formation of temper colors."
Now, according to the text just prior to that quote concerning a description of High-temperature Service the loss of strength happens rapidly as the temperature exceeds about 750°F. The explanations around this topic explain how it can undergo changes beginning at 500°F. Changes to toughness and other properties. Sound familiar? How about the 550°F limit to inter-pass temps incurred by D1.8?
Anyway, my mind starts going through rapid spinning and smoke exhausting (a normal condition according to my wife and kids).
See, knowing how most welders and the shops they work at do things, I am forming some ideas that I need to run past those far more intelligent and educated than myself, especially in the arena of metallurgy.
D1.1 establishes a MINIMUM pre-heat for the materials used in buildings. For the A572-50 involved according to Table 3.2 in D1.1-2010 our materials in question only need to be heated to 225°F. Both the 3" and the 6". Now, how many times have you seen this done properly? Especially without the TPI standing right there the entire time? Then, think about the item we are dealing with, a box column with 2- 6" solid slabs running through it (really wish I could use a pic, think I will draw this out later and scan then attach it. Not much of an artist but I bet I can make it more clear that way).
So, next item of importance, the part configuration and the stresses built up during welding. Remember, we will also have the four corners of the box column welded by SAW with CJP's as well as these plates running through the box. Add to that the issue of pre-heat. Heating this member in a small area around where the weld will be made and expecting it to hold that heat is really an effort in futility. This will leach off, can we say, convection, radiation, and how many other proper terms for the way the heat is going to be drawn off, our preheat so fast there is no way most shops would have considered this at least on the first one. Plus, they already had their approved welding procedures and shop drawings with no additional restrictions or requirements in the Contract Documents. Not to mention that no one thought about PWHT for this material grade even with the thickness and stresses involved.
One last item, maybe. The weld access holes in the sides of the box column. WAY too tight of a radius considering thickness and stresses. And, they did a good job of cutting them and cleaning them to bright surface, BUT, with no one experienced in metallurgy and familiar with some of the items mentioned in the Fracture Mechanics section of chapter 3 of Linnert's book, there were way too many stress raisers (notches, changes in thickness, even 'cracks'). Oh, they were within the tolerances of Section 5.15.4.3 for roughness/smoothness. And even with extra given for D1.8 and going to Sample #4 on the C4.1 guide. And then ground smooth and shiny. But, with these combinations of stresses all built up any change allows for a stress raiser that leads to a Stress Multiaxiality (big words that I don't fully understand but it is all making more sense as I see it in good application) in this case being a triaxial stress which is so because of the irregular surface of the weld access hole radius not being perfectly even and smooth (better to have been drilled and then cut the straight sections with a torch (which also may have started the problem is proper preheat was not done prior to cutting, check that one out in the codes).
And, I lied, this will hopefully be the last item of interest but, it was also hinted at in the beginning. The WEATHER. So, without proper preheat, with triaxial stresses, and with all the other factors of heating, cooling, heating, cooling, and apparent from our reference material heat in excess of 750°F (which I have seen shops do when putting multiple welders on a section too close together and with this big wire, 3/32) the part was taken above the critical area and then at the end of shift, eveyone left with no blankets or other source of heat control used on a weekend that even for the AZ valley region was 'cool'. The members cooled way too fast and uncontrolled.
Part of this will make more sense once I explain how the engineers regulated the procedure when alerted to the problem. Multiple heaters with blankets and other resources to take the entire member to 300-400°F (prime= 350°F). Do all work on member relating to these joints with the 6" to 3" plates. Take on up to 500°F and hold. Start the downward heat flow until down to ambient. Shifts went to 24/7 and stayed that way for about 3 months while this was taken care of. Once a member started preheat it stayed in the loop and wasn't allowed to get below 300°F until all work was finished and the 500°F hold point had been reached.
Then, they opened up the radius on the access holes and ground them really smooth and even. Used MT, UT, and PT to check areas over and over again.
So, here is my reason for posting. Based on the above run down of all being done, does my 'theory' look valid? That being, my interpretation of Linnert's book and the brittle fracture from high temperature service and the application I have made to this current problem? Or am I way off base?
I am not presenting this to anyone nor making any legal standing, I am just curious and want to know what happened and why it happened?
He Is In Control, Have a Great Day, Brent

 WoW.
WoW. Al,
Al,  I guess I got here late for the party as usual...
I guess I got here late for the party as usual...



{kind=link}
{kind=link}