
 Did they give you a welding procedure to weld this coupon out with? If not, they should have...next time when a WPS is not provided ask for one so that you can show them that you know how to use it...and it will give you a range of parameters to set the welding machine. That is a bummer that they left you without much in the way of instructions of what they were looking for out of you.
Did they give you a welding procedure to weld this coupon out with? If not, they should have...next time when a WPS is not provided ask for one so that you can show them that you know how to use it...and it will give you a range of parameters to set the welding machine. That is a bummer that they left you without much in the way of instructions of what they were looking for out of you.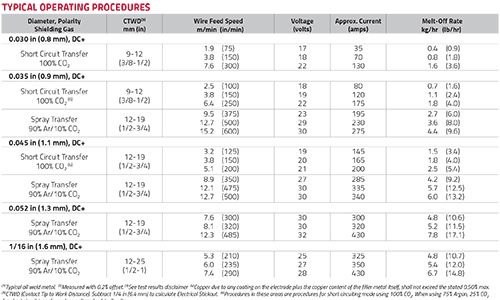 Short circuit is a mode of metal transfer. The electrode actually touches the base material and shorts out the welding circuit until the wire gets hot enough to finally melt off. With Spray mode, the wire vaporizes into tiny droplets and is carried across the arc to the base materials through the ionized plasma created by the higher welding current and the larger amount of argon present. Typically it takes more than 80 % argon to get the spray characteristics.
Sounds like you are getting some sage advice here, I agree with the others be cautious and approach them with an attitude of gratefulness if they agree to a retest. Then knock it out of the park and pass that test.
Short circuit is a mode of metal transfer. The electrode actually touches the base material and shorts out the welding circuit until the wire gets hot enough to finally melt off. With Spray mode, the wire vaporizes into tiny droplets and is carried across the arc to the base materials through the ionized plasma created by the higher welding current and the larger amount of argon present. Typically it takes more than 80 % argon to get the spray characteristics.
Sounds like you are getting some sage advice here, I agree with the others be cautious and approach them with an attitude of gratefulness if they agree to a retest. Then knock it out of the park and pass that test.
Powered by mwForum 2.29.2 © 1999-2013 Markus Wichitill
 Forum
Forum
