That’s not what I mean.
I’m pressed for time so will take some snips from my own posts on this topic from the past. You can use the search function and the word “rectification “ to find some great discussion.... Pack a lunch.
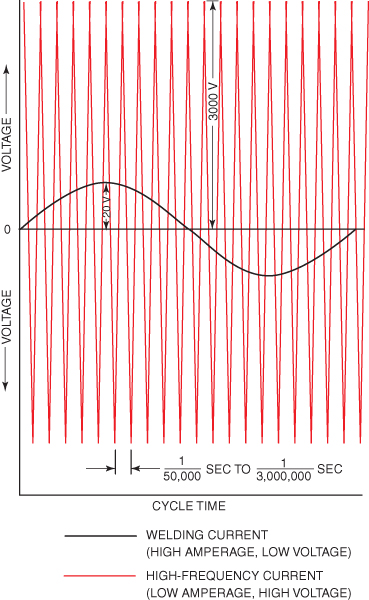
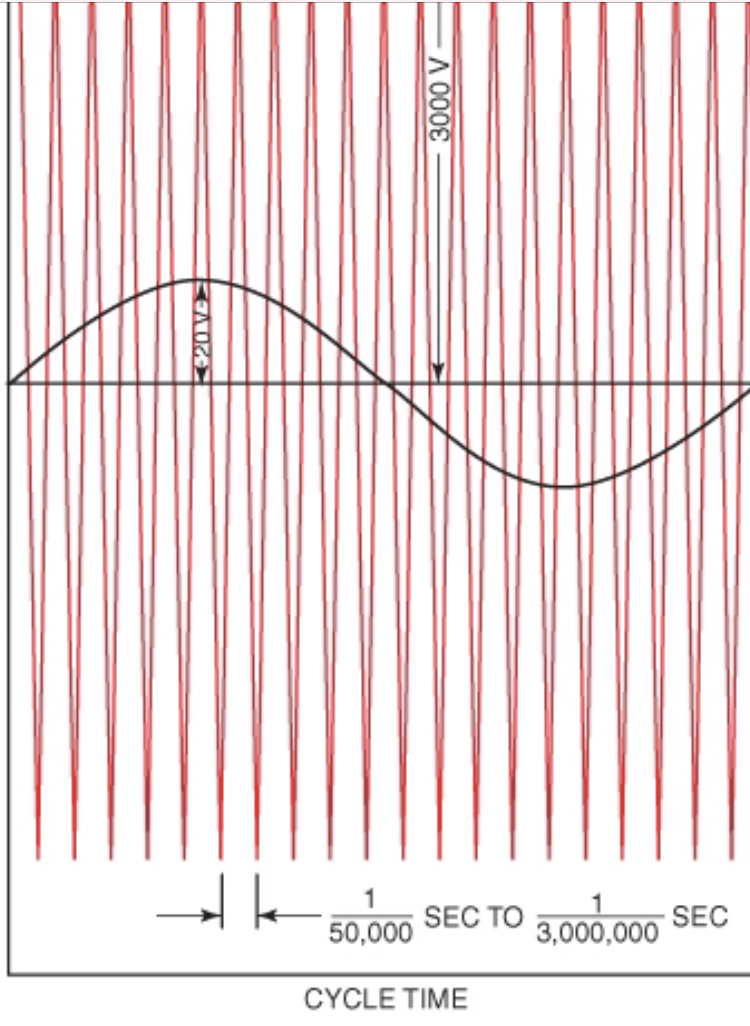
The High Frequency (HF) used for GTAW of aluminum and DC GTAW arc starting is very high voltage and very low current and is "superimposed" over the welding current.
Superimposed HF
All "etching" comes from the DC+ (reverse polarity) side of the AC cycle.... Another term for the etching is cathodic cleaning or cathodic bombardment.
The high frequency for AC acts to stabilize the arc and eliminate "rectification." Rectification is when the welding current passes the zero point on the sine wave and the arc extinguishes but does not ignite on the other half of the cycle, causing a sputtering and poor AC welding arc... The superimposed HF, causes a clean ionized path for the welding current to easily make the jump from the end of the tungsten electrode to the work and visa versa.
The "intensity" of the HF can cause problems with other electronic equipment in the vicinity of the welding operations (interference) so it is typically recommended that the lowest intensity setting that will make a good weld is what you select.
When the hot, emmisive electrode becomes the cathode, establishing the arc is easy. However, it is often quite difficult to reestablish the arc when the colder and less emissive workpiece becomes the cathode. Because voltage from the power supply is designed to support a relatively low arc voltage arc, it may be insufficient to initiate electron flow. When the arc does not reignite consistently , it becomes destabilized and can cause poor welding performance.
This phenominon is called "rectification." Thus a voltage assist from another source is needed. A high voltage but low-ccurrent spark gap oscillator (High Freq.) commonly provides the asssist at a relatively low cost. The high frequency ensures that a voltage peak will occur reasonably close to the current reversal in the welding arc (zero point in a sine wave) creating a low-resistance ionized pathe for the welding current to follow. The same device is often used to initiate direct current arcs.
The illustration below shows what I am trying to say.... The question remains however... What is a supressor.. I see nothing being supressed in this chain of events so am wondering if the proper term is being applied.

 Forum
Forum
{kind=link}
{kind=link}