 By Lawrence
By Lawrence  Date
Date 04-26-2021 14:16
Edited 04-26-2021 14:43
Specifically. "Am I allowed per AWS D1.1 (2020) Table 5.2 to specify the top and bottom of the manufacturer’s recommended parameters and have my tolerances extend above or below those? " No.
Looking at 2020 edition: Table 5.1 Notes "Maximum Current" as the only value that must be within the Manufacturers limit. Maximum Current.. Nothing else, nowhere else, no other parameter. There is ZERO "Interpretation" here, there is only an understanding of what the text actually says. "Shop Talk" is the typical bug-a-bo here; meaning that someone once once said "Prequalified parameters must be in the Manufacturers ranges" But where does the code call that out? That's not an interpretation issue. It's an assumption issue. One which has caught me dozens of times. We think we know something.
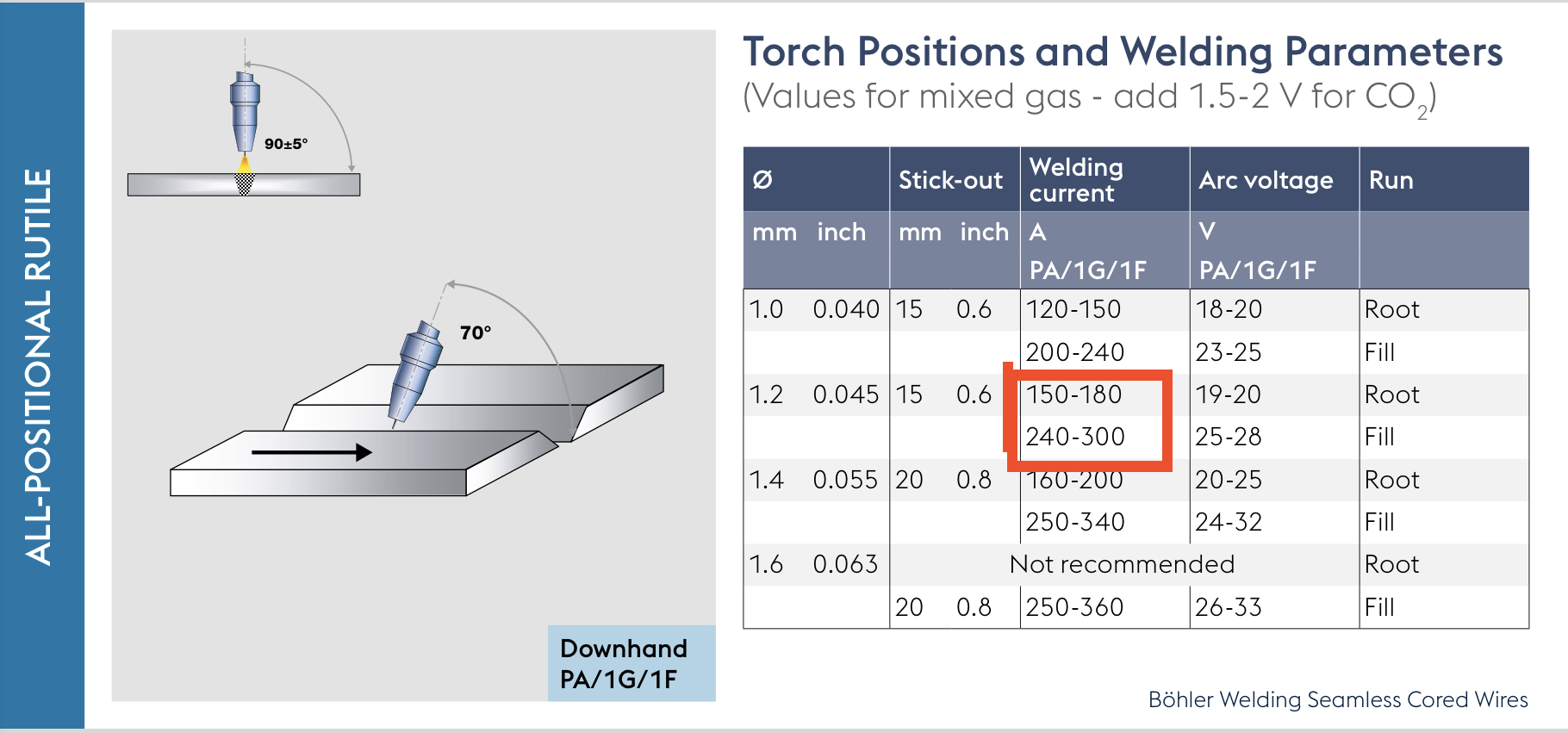
Table 5.2 Lists the essential variables and the ranges that apply for prequalified WPS's for Current, voltage, travel speed, etc. ... When I write a prequalified WPS.. I pick a value and consider the percentage + & - and see what I would like to put into my WPS to be most helpful to the welders.. I cannot go beyond the percentages listed in the table high or low. The only place the Manufacturers recommendations come into play would be for the high current value.
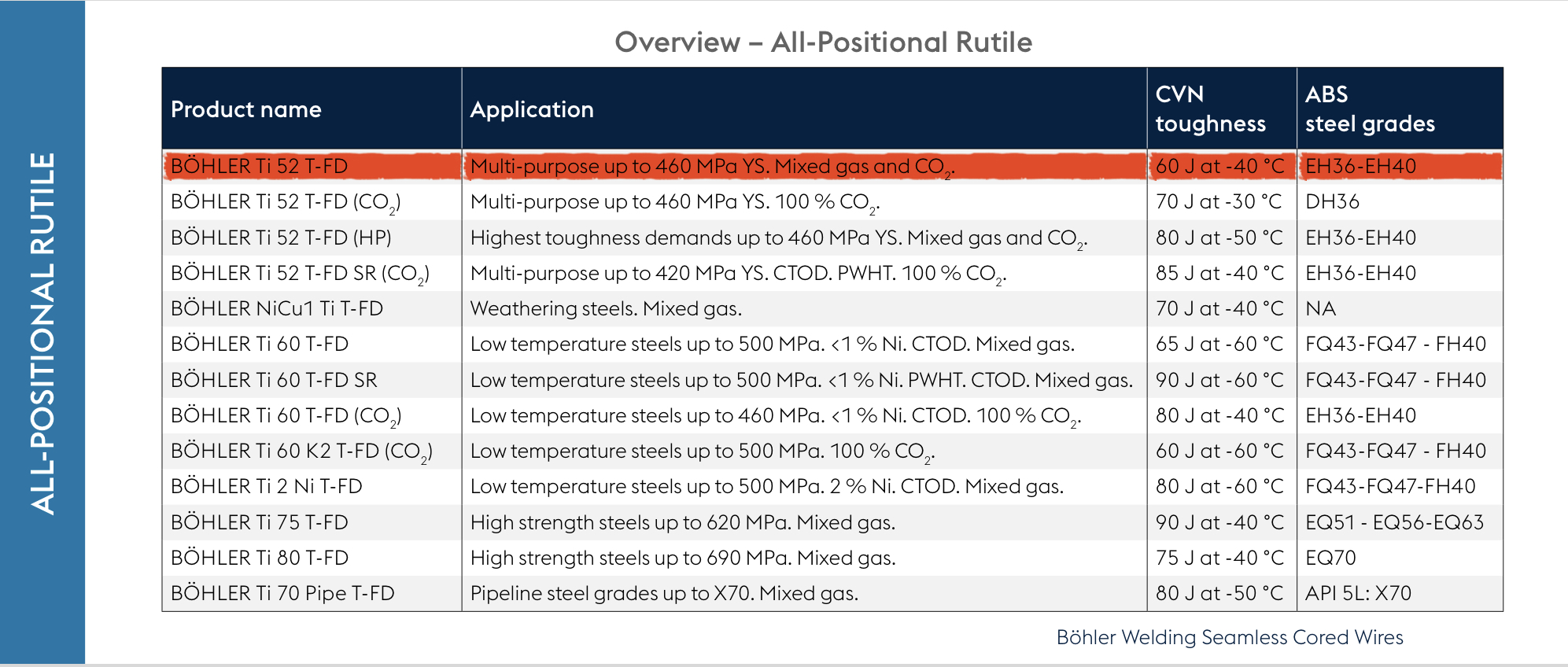
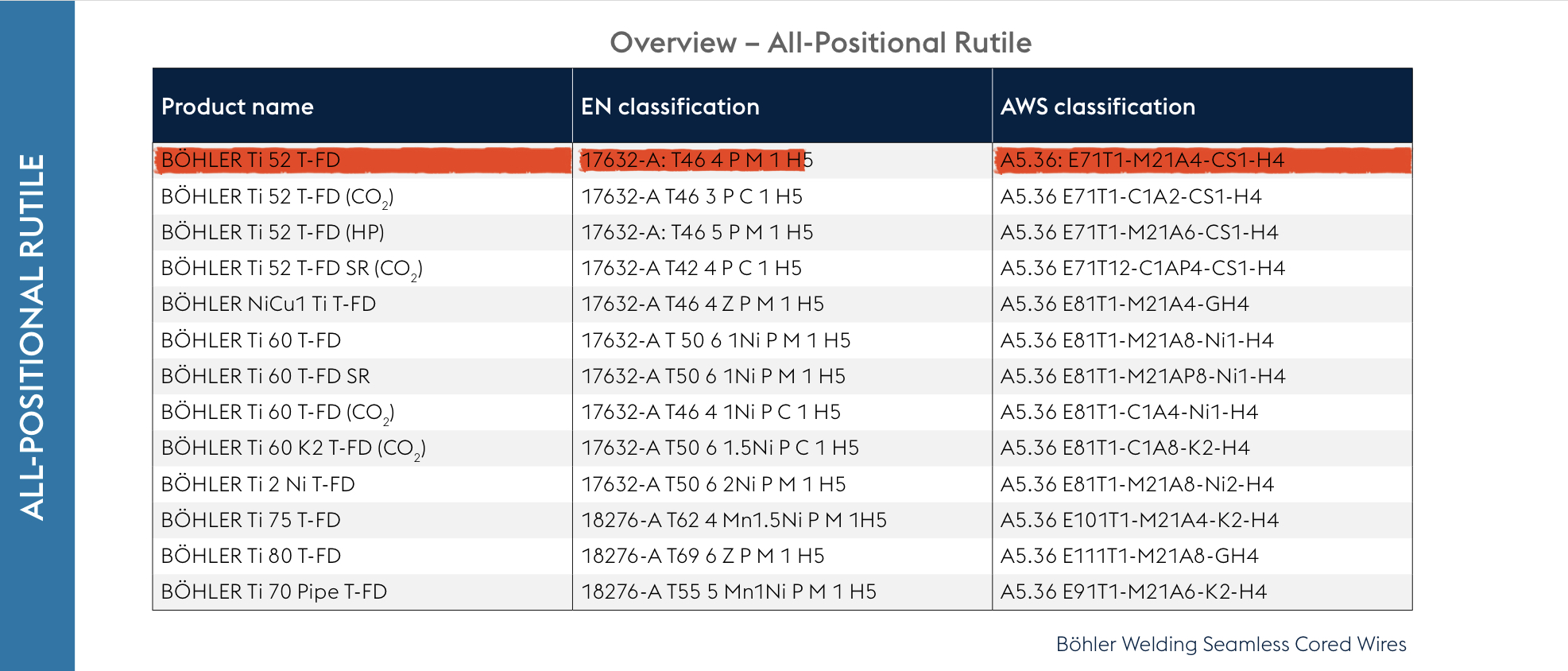
As far as the super good data sheets you attached... Remember this: They are published for EVERYONE who uses them, not just D1.1 code users. Again; You can use that FCAW electrode wire on 16gage sheet right? You might need that 150 amp and low voltage recommendation to get the weld, and it would be short circuiting... But that would never work in a D1.1 application, it's the wrong transfer mode and on material thicknesses used in the code, would be insufficient to comply. There is not a thing wrong with the manufacturers data sheets, but you must recognize they have a scope that may exceed the code for purpose.
So there are two things going on here (or at least I would like for there to be)
1) Understanding code compliance
2) Helping you generate a good, workable, prequalified WPS that is compliant.
Nuts and bolts... Assuming a CJP V-groove with backing that is prequalified in D1.1. A root pass with .045 FCAW and M21 gas can be easily placed at 220-290 amps... I can think of absolutely no reason to run at 150 amps unless you are repairing a 10gage edge.
For fillets, even 10ga to 10 gage, That .045 FCAW can run at least 230-260 amps with no burn thru... So both grooves and fillets can be placed (in all positions) without overheating anything and stay in a tight range.
It would be super helpful if you gave us some information about the actual joints you are making.
Generating a WPS with gigantic current ranges is not particularly helpful to welders unless they are high level experts who have a great understanding of process control. It leaves the door open to variable combinations that might not make good welds. The tight parameter approach is much more favorable, especially in structural manufacturing. This goes for both quality and productivity.

")

{kind=link}
{kind=link}
{kind=link}