
 What grade of steel are you talknig about here?
What grade of steel are you talknig about here? I'm guessing that you are talking about fillet welds on mild steel? If so, I would mock up a test plate with the 1/4" welded to the 1" and then section it(saw across the welded joint), take some fine grain emory cloth or a flap disc on a grinder and polish the cut to a nice shiny surface, put a few drops of battery acid (enough to cover the entire welded joint) wait a few minutes and when you see the acid quit working, take a spray bottle with clear water and rinse the part off(don't wipe it off with a rag or you will lose your etchings). This should show you exactly what penetration you are getting at the root and at the sides. This will also show you the HAZ as it will be a darker color than the rest of your etching.
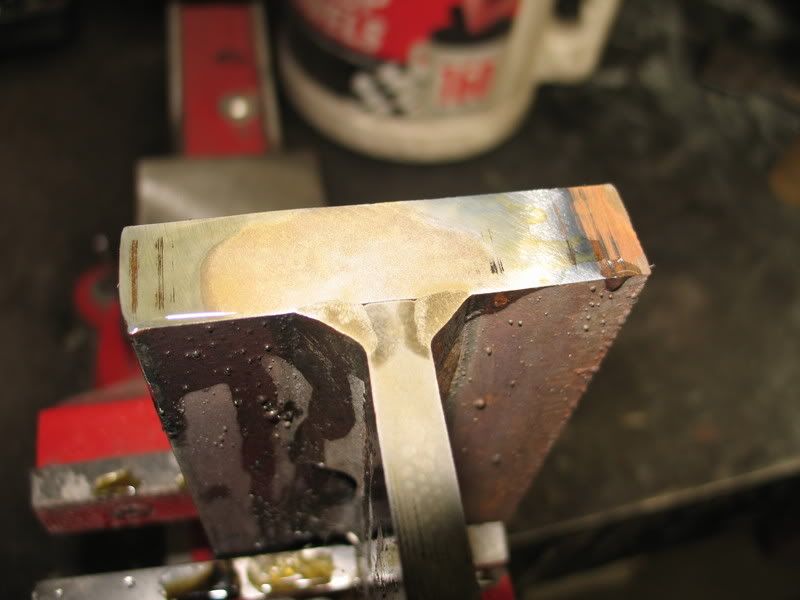
I just went out into the shop a few minutes ago and cut and etched a SMAW E7028 fillet weld so you could see the results of a macro etch. These pics were uploaded straight from the camera and from the thumbnails it was hard to see which were in focus and which weren't so I uploaded them all...so please excuse the repeats
I'm guessing that you are talking about fillet welds on mild steel? If so, I would mock up a test plate with the 1/4" welded to the 1" and then section it(saw across the welded joint), take some fine grain emory cloth or a flap disc on a grinder and polish the cut to a nice shiny surface, put a few drops of battery acid (enough to cover the entire welded joint) wait a few minutes and when you see the acid quit working, take a spray bottle with clear water and rinse the part off(don't wipe it off with a rag or you will lose your etchings). This should show you exactly what penetration you are getting at the root and at the sides. This will also show you the HAZ as it will be a darker color than the rest of your etching.
I just went out into the shop a few minutes ago and cut and etched a SMAW E7028 fillet weld so you could see the results of a macro etch. These pics were uploaded straight from the camera and from the thumbnails it was hard to see which were in focus and which weren't so I uploaded them all...so please excuse the repeats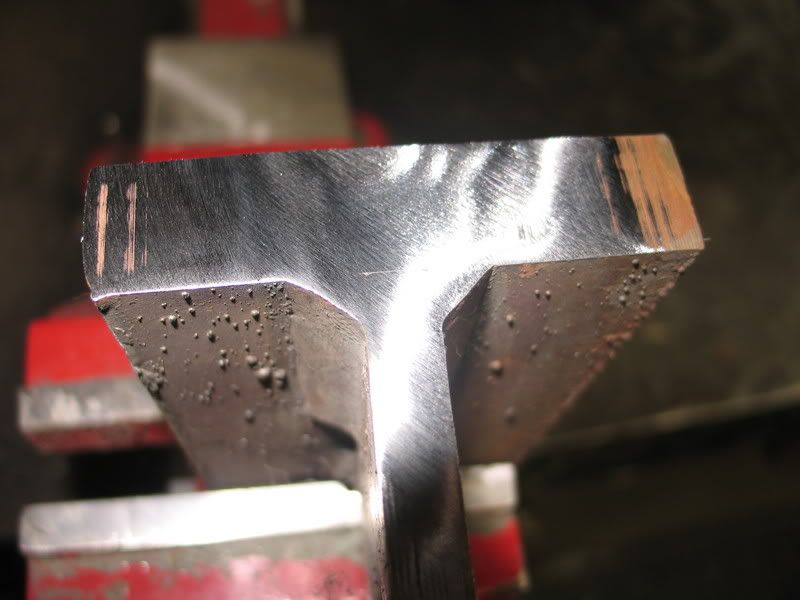





 LandM,
LandM, Hey John,
Hey John,Powered by mwForum 2.29.2 © 1999-2013 Markus Wichitill
 Forum
Forum



{kind=link}
{kind=link}