Whoa, hold ye horses! I meant in jest. Perhaps I should have ended my statement with a smiley (it is there now). I do not mean to mock American shops per se. I was merely amused by how respondents here are so accommodating to someone who admits knowing nothing about welding. And not that I intend to belittle the originator of this thread; I have in fact praised the person in another thread for the eagerness to learn. Really, ladies and gentlemen, a more meaningful advise would be for the person to take up night school or some part time study to learn the fundamentals of welding. That would be more helpful than trying to explain some technical questions that may require other technical prerequisites in order to understand the answers being offered. I hope this puts to rest my ostensibly offensive post.
I think it matters not where I am from. How can one say, a "U" stamp shop in Japan or a similar shop in Europe can not make a PV as safe as any similarly accredited shop in America? If you must know, the shop I work for is located in the far east. Shops in the far east have supplied PVs for Esso (Exxon Mobil), Shell and British Petroleum. The safety record I believe, is as good as any states in the US that ratifies the ASME code. And to the best of my understanding, not all 50 states in America have ratified the Code. If I am not mistaken some states only have Boiler Law while some have only Pressure Vessel Law and even a few that have no laws at all. To add to the confusion, it seems that some states only require Boiler registration while some require only pressure vessel registration and there are some that require no registration at all. Where I come from, not only is boiler and pressure vessel registration required but it is also mandatory to register lifts, escalators, cranes and any other equipment that could pose a threat to life and property.
I may have drawn a picture that the US lacks conformity and therefore, may give an assumption that the US lacks standardization. Where some states in America fail to appreciate the high standards of construction Codes offered by American Institutions, it is almost universally accepted internationally. I will explain. With the possible exception of the European market where conformance to PED is required, customers be they American or not always ask for a Coded equipment. When they talk about the Code, they mean the ASME BPV Code. We have had customers from Japan, Europe, Australia and even Russia. They all ask the same thing, "Have you got U stamp?" or ""Have you got S stamp?". And they got da CODE all over in their specifications. One may ask, why is this? Why don't these customers require that shops make equipment complying with their own national codes? The Japanese have their own codes and so do the Aussies (that is based on the British Standards). And what about Euro norm? Isn't it as good as ASME? IMO, the Euro code is still in transition from BS, DIN and other codes. It seems that it is taking forever to get a final form out where all can agree on. It is like there are too many cooks. And IMHO, the other codes are not as comprehensive as the ASME Code. So there you have it in a nutshell. The ASME Code stands as the only code that the international market can reliably depend upon. For the moment anyway.
One thing bugs me though. The ASME BPV code was drawn before AWS came into being. 1914 vs. 1919, and yet Section IX looks so much like D1.1. Which is first? The chicken or the egg?

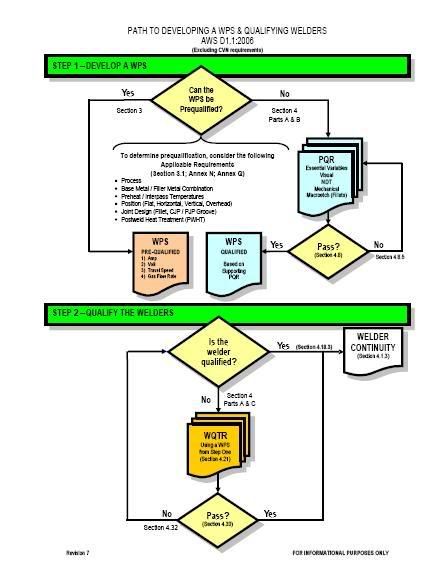
 Check the references closely....let me know if anyone sees something wrong....I re-did ziggy's flow chart in hurry.
Check the references closely....let me know if anyone sees something wrong....I re-did ziggy's flow chart in hurry.
 Forum
Forum




")
")